Voxelab Aquila D1 3D-Drucker im Test - MGN-Linearführungen sind kein Wundermittel

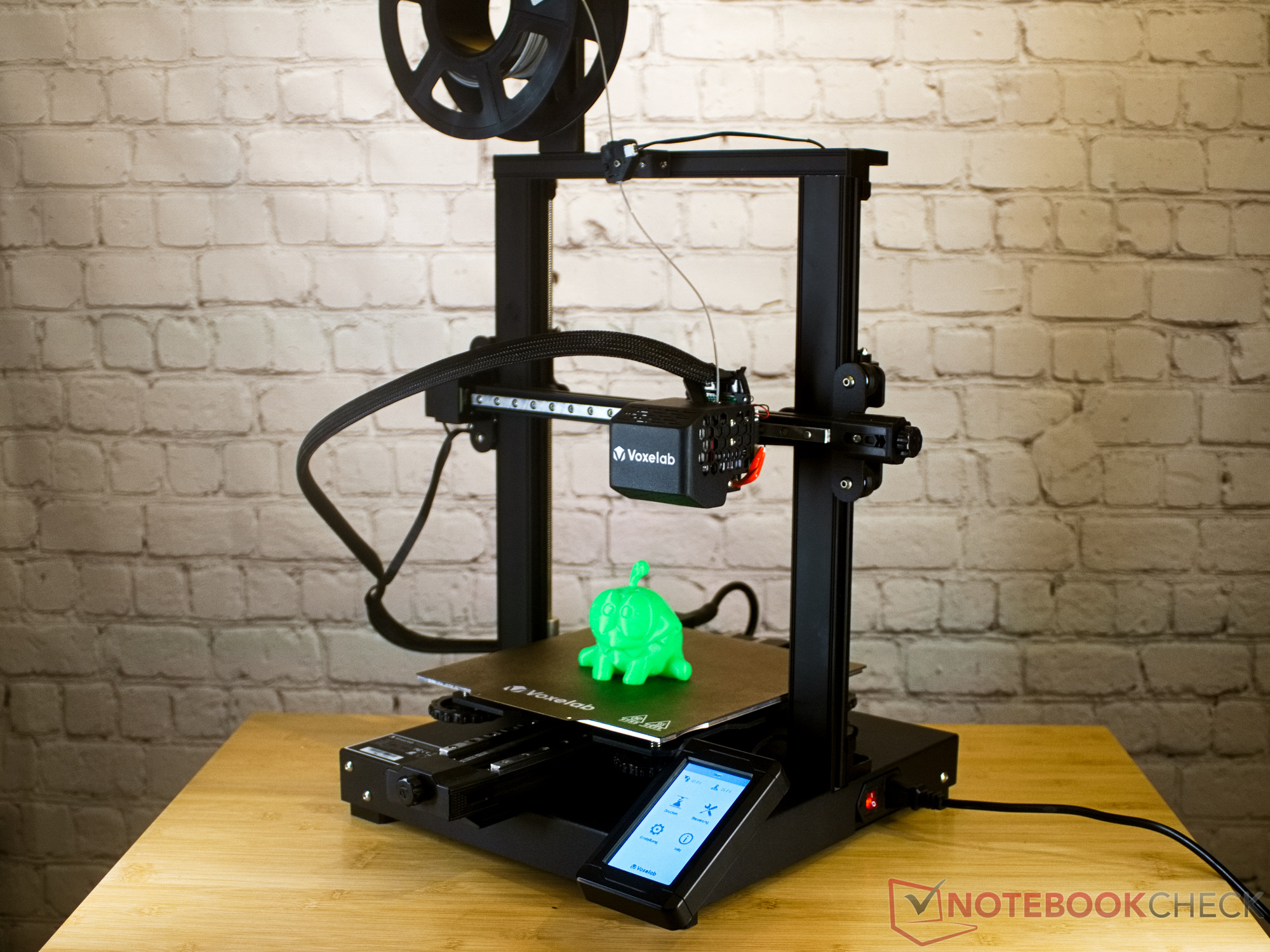
Mit dem Aquila D1 schickt Voxelab einen Nachfolger zum Aquila S2 auf den Markt. Während Voxelab selbst nicht gerade zu den bekanntesten Herstellern von 3D-Druckern gehört, ist dessen Muttergesellschaft ein wahrer Big-Player und ein Urgestein der additiven Fertigung. Denn Voxelab gehört zum 2011 gegründetem Flashforge. Die Tochtergesellschaft bedient den Markt von günstigen 3D-Druckern, lässt dabei jedoch normalerweise nicht die Erfahrung und Qualität von Flashforge links liegen. So sind die FDM-Drucker hier zwar im Creality typischen Design, aber insoweit angepasst, als dass mit den Geräten auch technische Materialien wie Nylon oder Polyamid verarbeitet werden können. Obwohl sich der Aquila D1 preislich und optisch im Einsteigersegment bewegt, sollten Anwender so einiges an Erfahrung mitbringen. Der Aquila D1 benötigt ein gewisses Know-how, um sinnvoll eingesetzt zu werden und vergibt Fehler weitaus weniger als andere 3D-Drucker.
Technische Daten
Bei genauerem Hinsehen haben Aquila S2 und D1 nicht viel gemeinsam, aber letztlich sind sich die Leistungsdaten der beiden Geräte sehr ähnlich. Das Vollmetall-Hotend im D1 kann auf bis zu 300 °C aufgeheizt werden. X- und Y-Achse laufen nun auf Linearschienen und Lagern. Delrin-Laufrollen gibt es hier nur noch an der beidseitig angetriebenen Z-Achse. Im Detail betrachtet ähnelt der Druckkopf des D1 nun sehr der aktuellen Konstruktion von Crealitys Hotend- und Extruder-Kombination. Beim Druckvolumen entspricht das neue Gerät von Voxelab dem aktuellen Standard für mittlere 3D-Drucker.
| Voxelab Aquila D1 | |
|---|---|
| Eingesetzte Technologie | FDM, FFF |
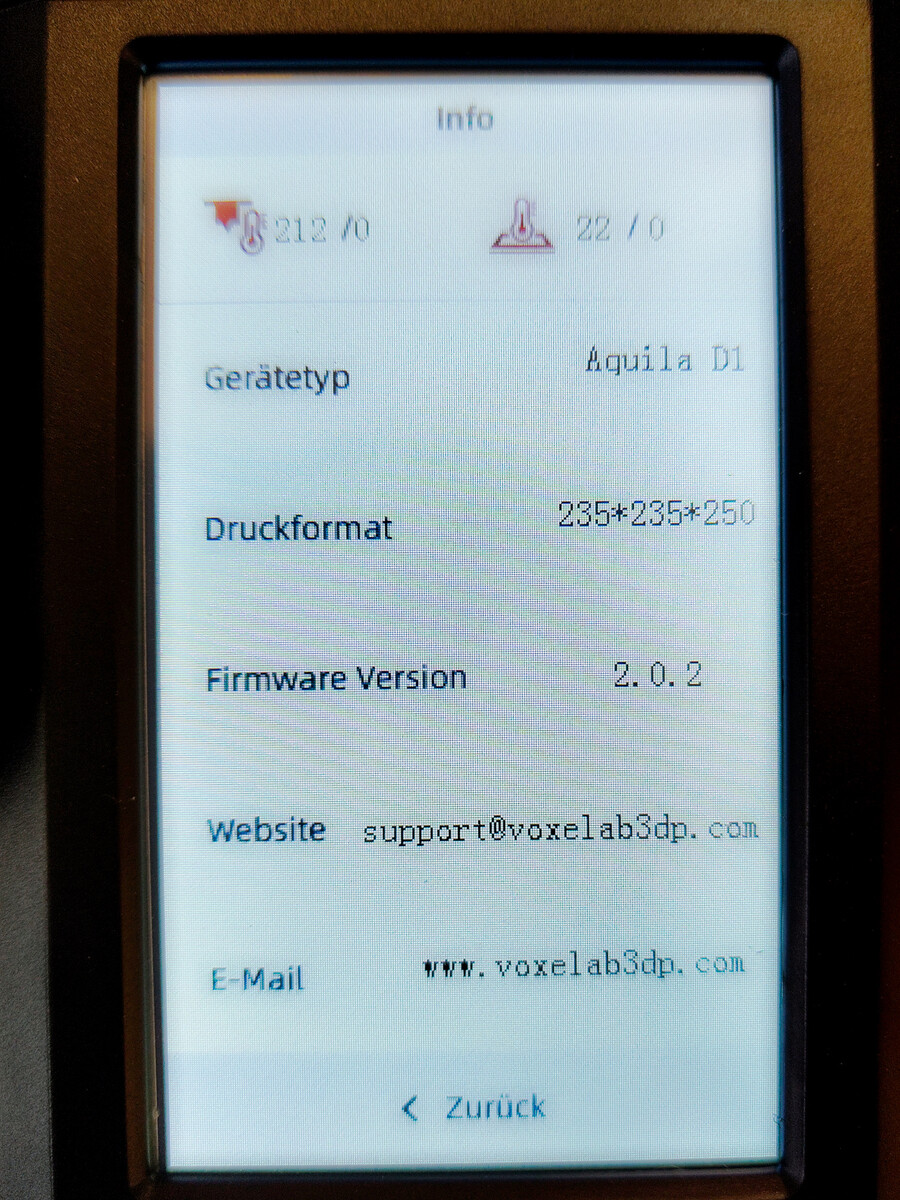
| Maximales Druckvolumen | 235 × 235 × 250 mm |
| Gerätegröße ohne Kabel und Filamentrolle | 47 × 44 × 63 cm (H × T × B) |
| Stellfläche im Betrieb | Minimum 50 × 55 cm |
| Bewegungssystem | X,Y,Z-Einzelantrieb nach Prusa/Mendel |
| Extruder | Direct-Drive-Extruder 40-Watt-Heizpatrone, maximal 300 °C |
| Druckbett | magnetisches Federstahl-Druckbett mit PEI-Beschichtung beheizt mit 24-V-Spannungsversorgung maximal 110 °C |
| Automatisches Bed-Leveling | mit induktivem Näherungssensor |
| Steuerplatine Mikrocontroller |
FFP0261_MainBoard_V1.0.2 Nation N32G455 VB/C |
| Firmware des Testgerätes | Aquila D1 Firmware 2.0.2 |
| Schrittmotortreiber | Ruimeng Technology MS35775 Verlötete Schrittmotortreiber mit 256-Schritt Interpolation |
| Anschlüsse | microSD, microUSB |
| Steuerung | Touch-Bildschirm, serielles Interface über USB |
| Spannungsversorgung | internes 110-240-V-zu-24-V-Netzteil |
| Herstellerseite | Voxelab |
Konstruktion und Kabelmanagement
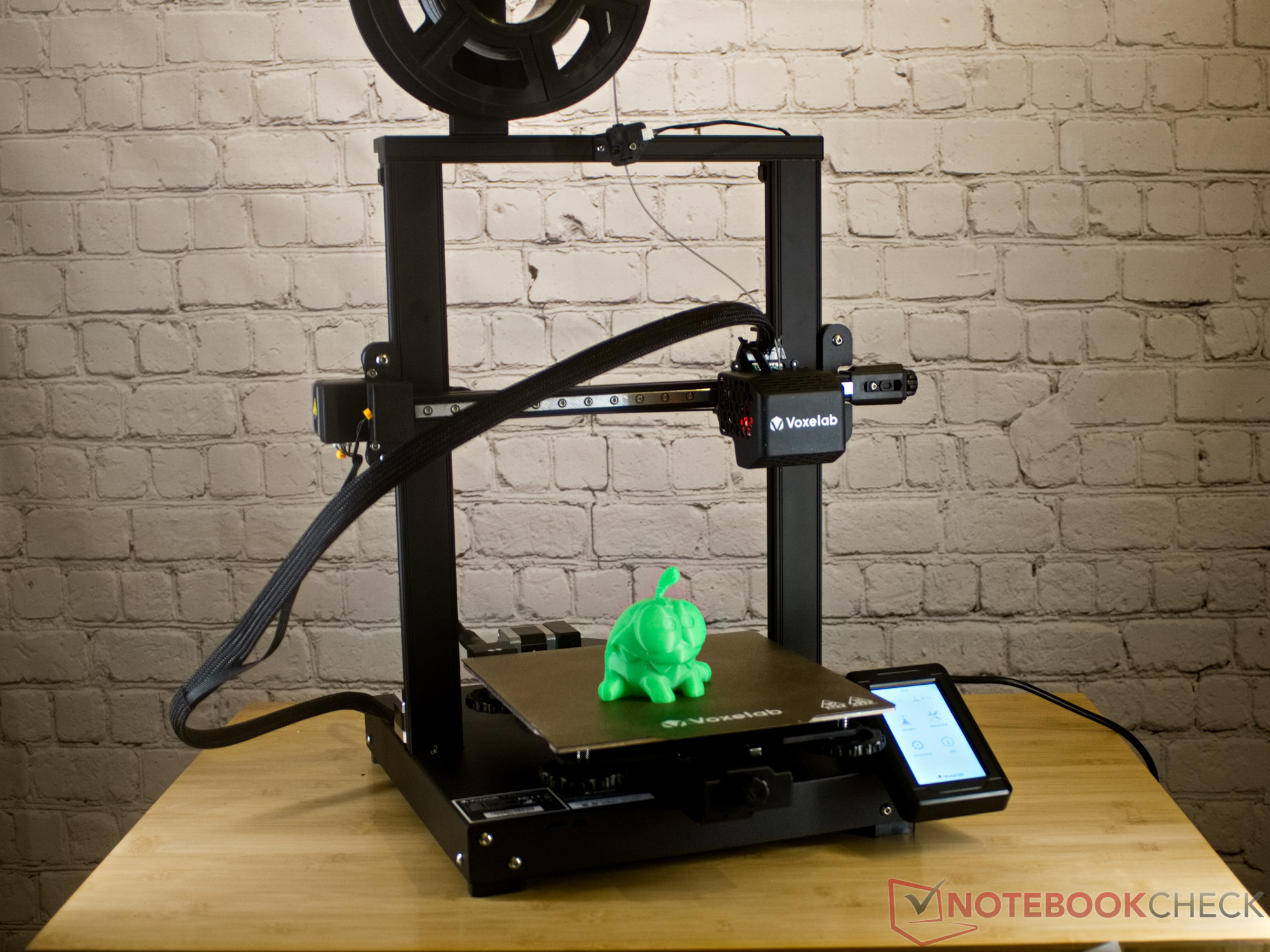
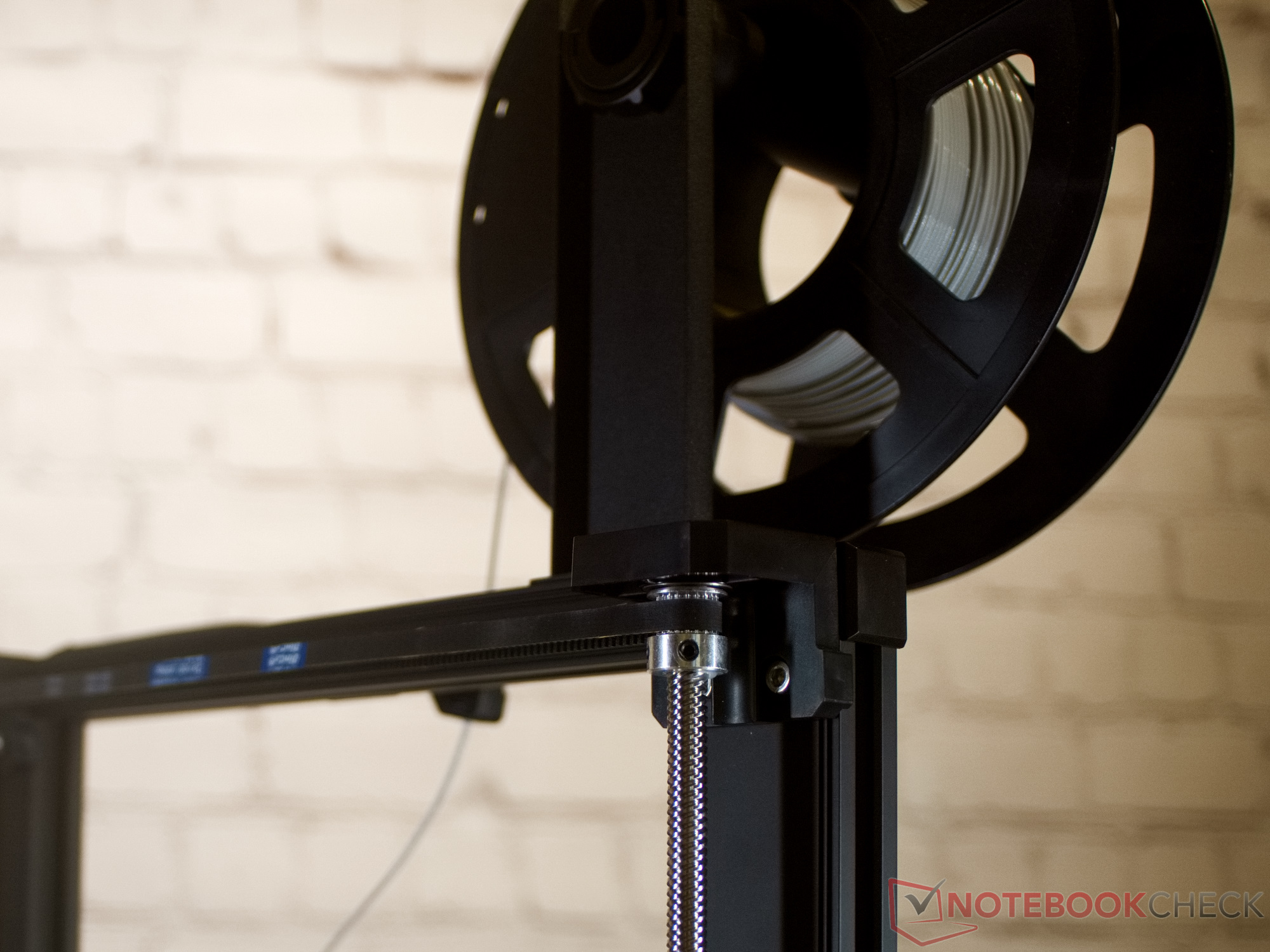
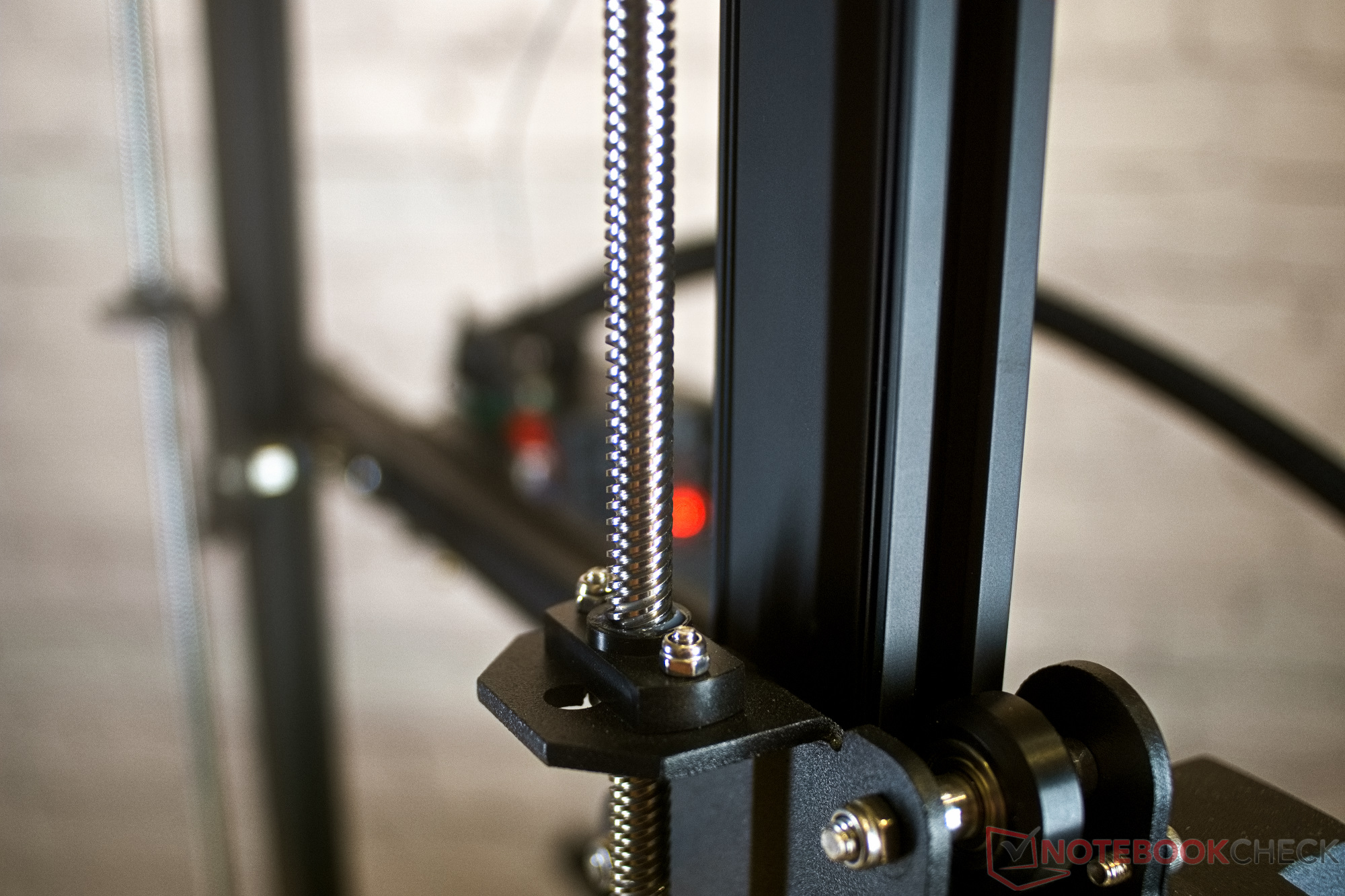
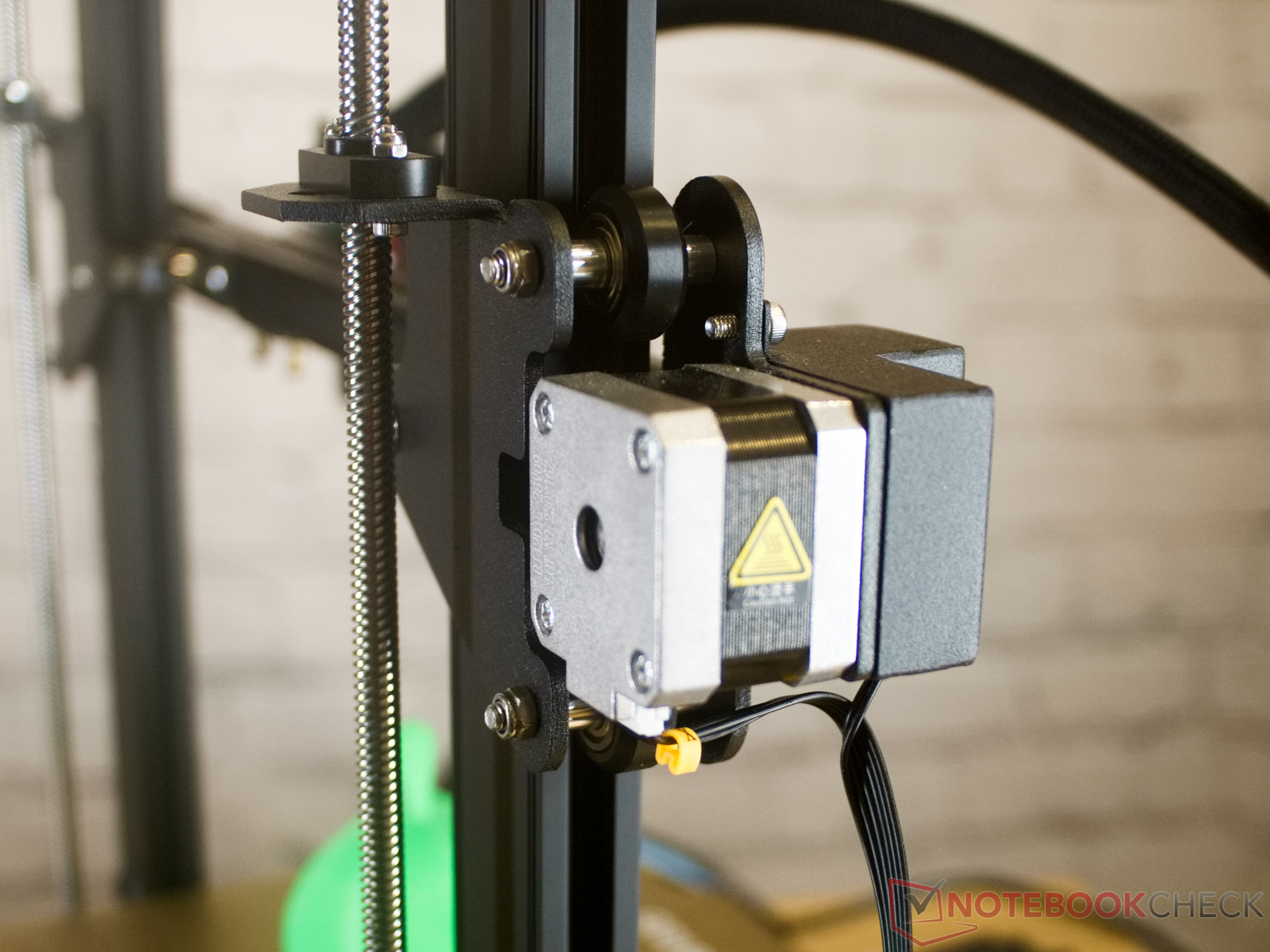
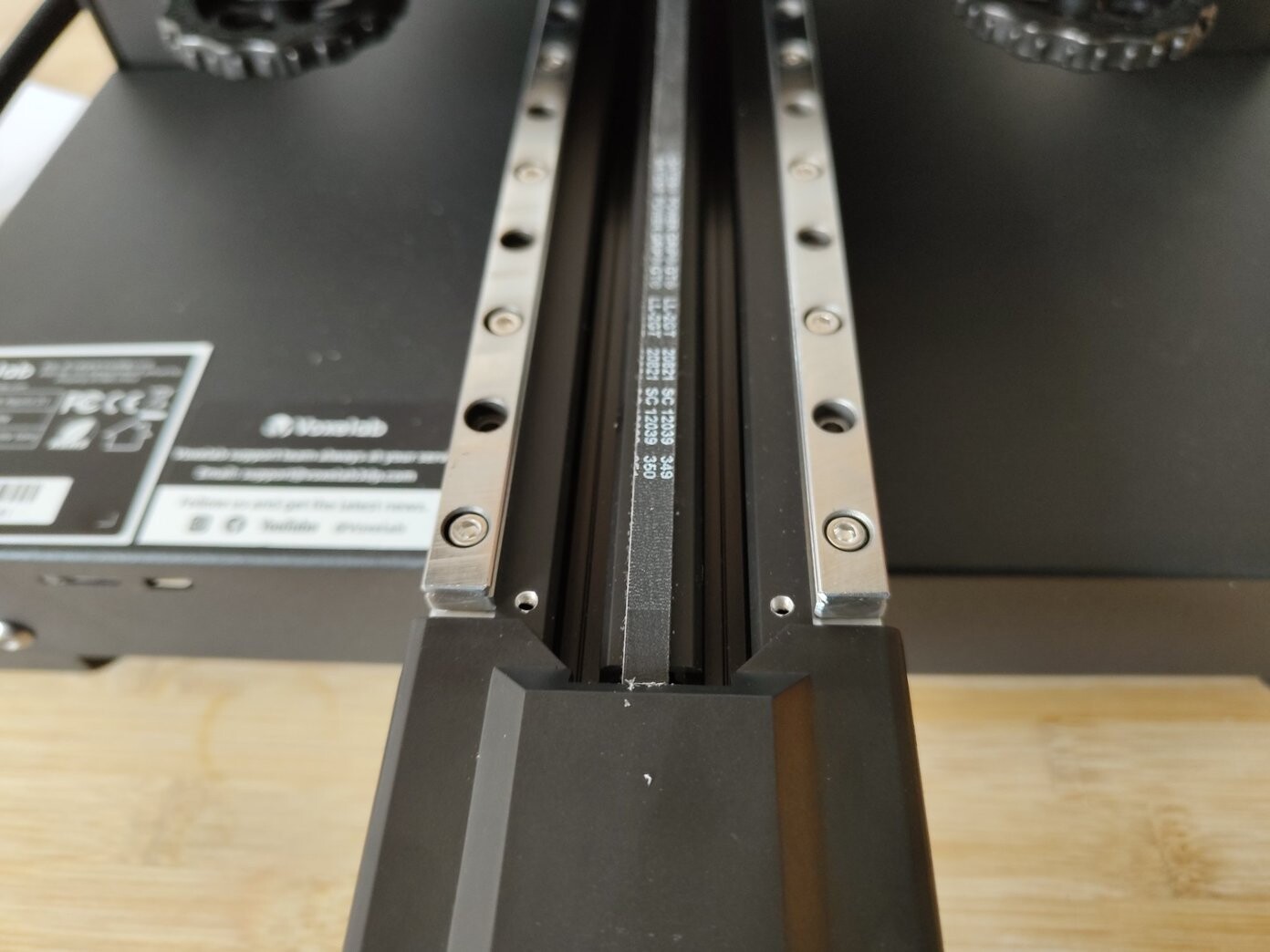
Voxelab setzt bei der Konstruktion des Aquila D1 auf die typischen V-Slot-Aluminiumprofile. Allerdings werden diese hier nur auf der Z-Achse genutzt, um als Führung für Delrin Laufrollen zu dienen. X- und Y-Achse sind mit MGN-Linearlagern und den entsprechenden Schienen ausgestattet. Diese sollen für einen fast reibungsfreien Lauf der Komponenten sorgen und dabei auch noch hochpräzise sein. Für einen sauberen Look sorgt hier, dass nun die komplette Basis von pulverbeschichtetem Stahlblech umhüllt ist. Zudem sind auch die Antriebseinheiten von X- und Y-Achse mit einer Schutzhülle versehen, die sowohl den Drucker vor Verschmutzung schützen als auch den Anwender vor Verletzungen. Die verbauten Linearlager des MGN9H-Typs sind extrem genau, verzeihen aber auch kaum Fertigungsungenauigkeiten. So müssten die beiden Führungsschienen der Y-Achse mit einer Toleranz von etwa 0,15 exakt parallel verlaufen und ihre entsprechenden Gegenstücke, die Linearlager, ebenfalls so präzise angebracht sein. Solange unser Testgerät kalt ist, laufen die Schienen sehr leichtgängig, was für eine genaue Montage spricht. Aber hier finden wir schon im ersten Drucktest ein Problem des Aquila D1.



Kabelmanagement
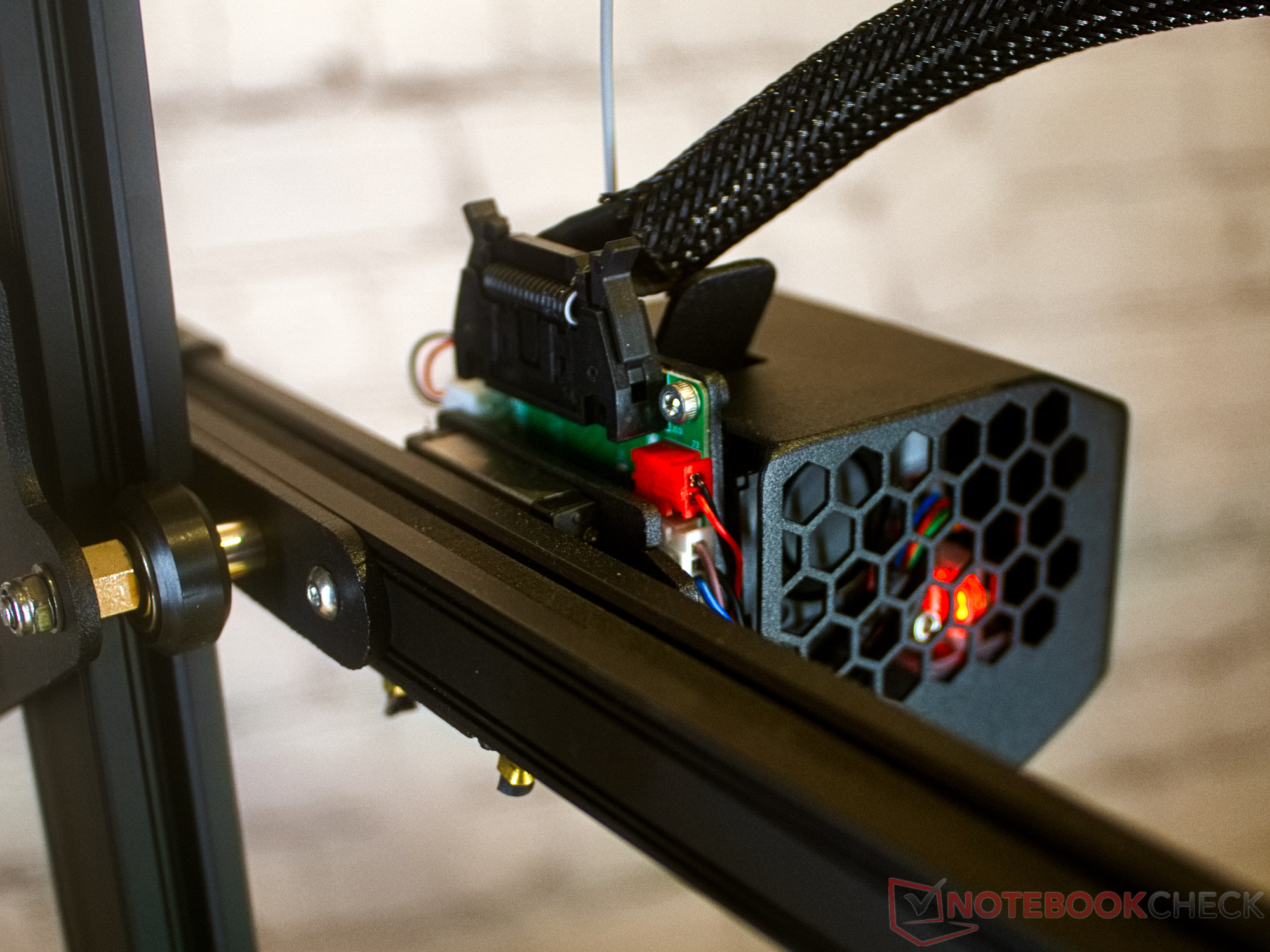
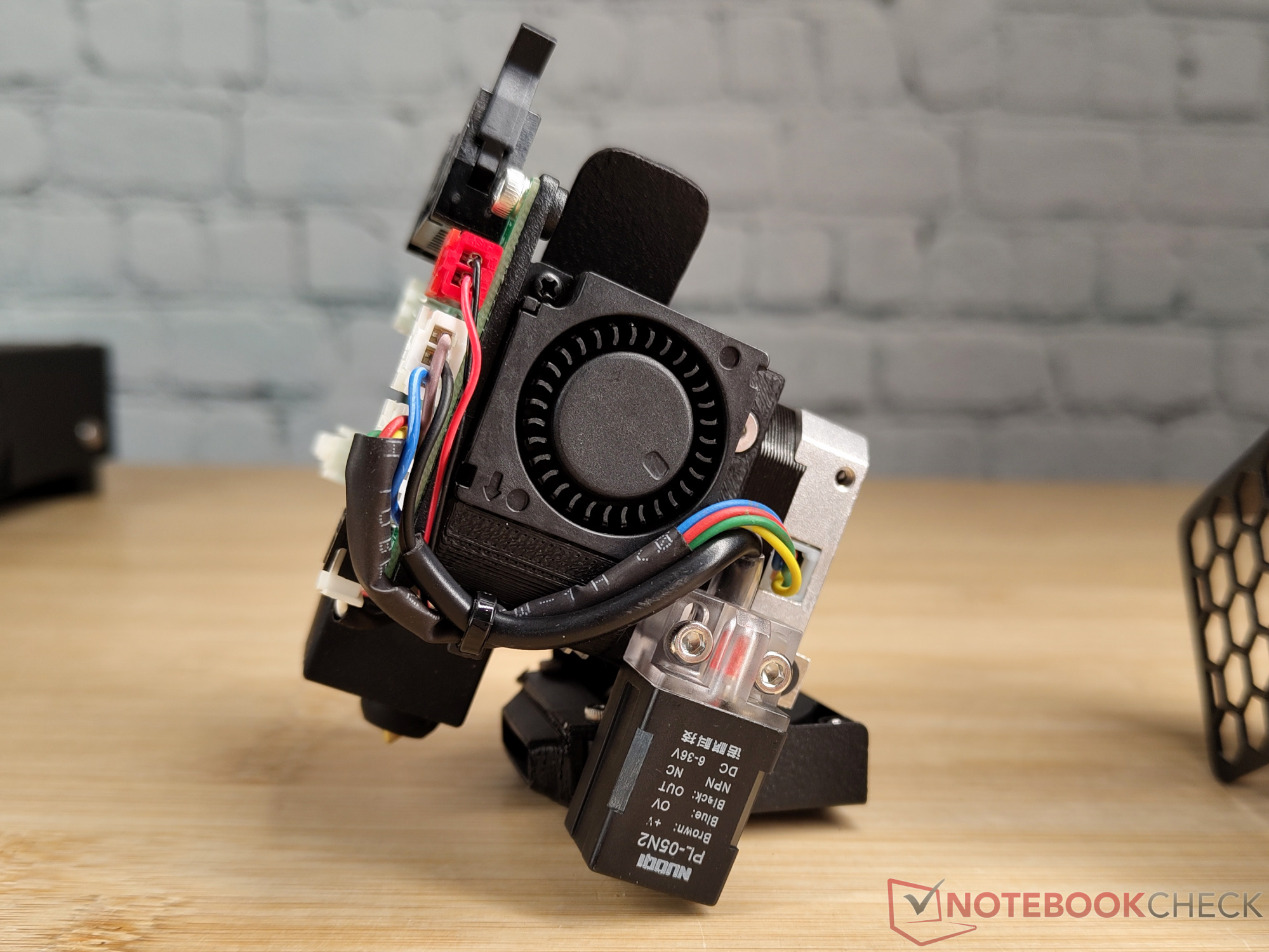
Das Kabelmanagement entspricht hier von außen betrachtet dem Standard. Es führen die üblichen Kabelstränge zu Komponenten wie Druckkopf, Antriebsmotoren und Druckbett. Während wir eine Zugentlastung für den Kabelstrang zum Druckbett vorfinden, ist es vorwiegend der Kabelstrang zur X-Achse und zum Druckkopf, der uns hier Sorgen bereitet. Hier wurde an keiner Stelle für eine Entlastung der Kabelstränge gesorgt. Sämtliche Kräfte müssen so von den Steckverbindern aufgenommen werden. Auf lange Sicht könnten hier Probleme entstehen.
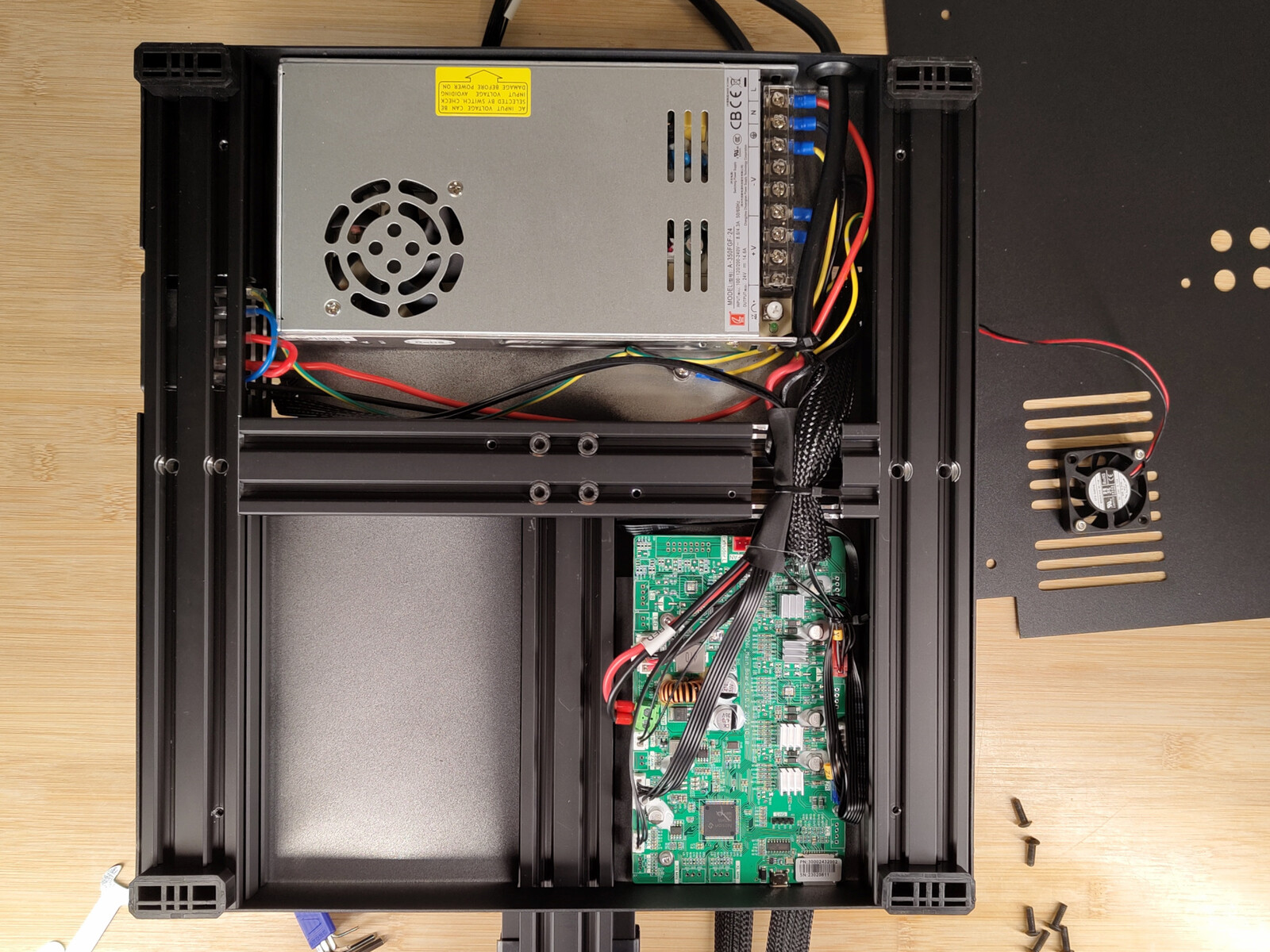
Unter der Basisabdeckung finden wir dagegen ein gutes Kabelmanagement vor. Alle Kabelenden sind mit entsprechenden Kabelschuhen versehen, der Schutzleiter wird an mehreren Stellen an das Gehäuse und den Rahmen angeschlossen. So können wir auch per Multimeter die Verbindung zum Schutzleiter an sämtlichen Baugruppen verfolgen.

Mainboard
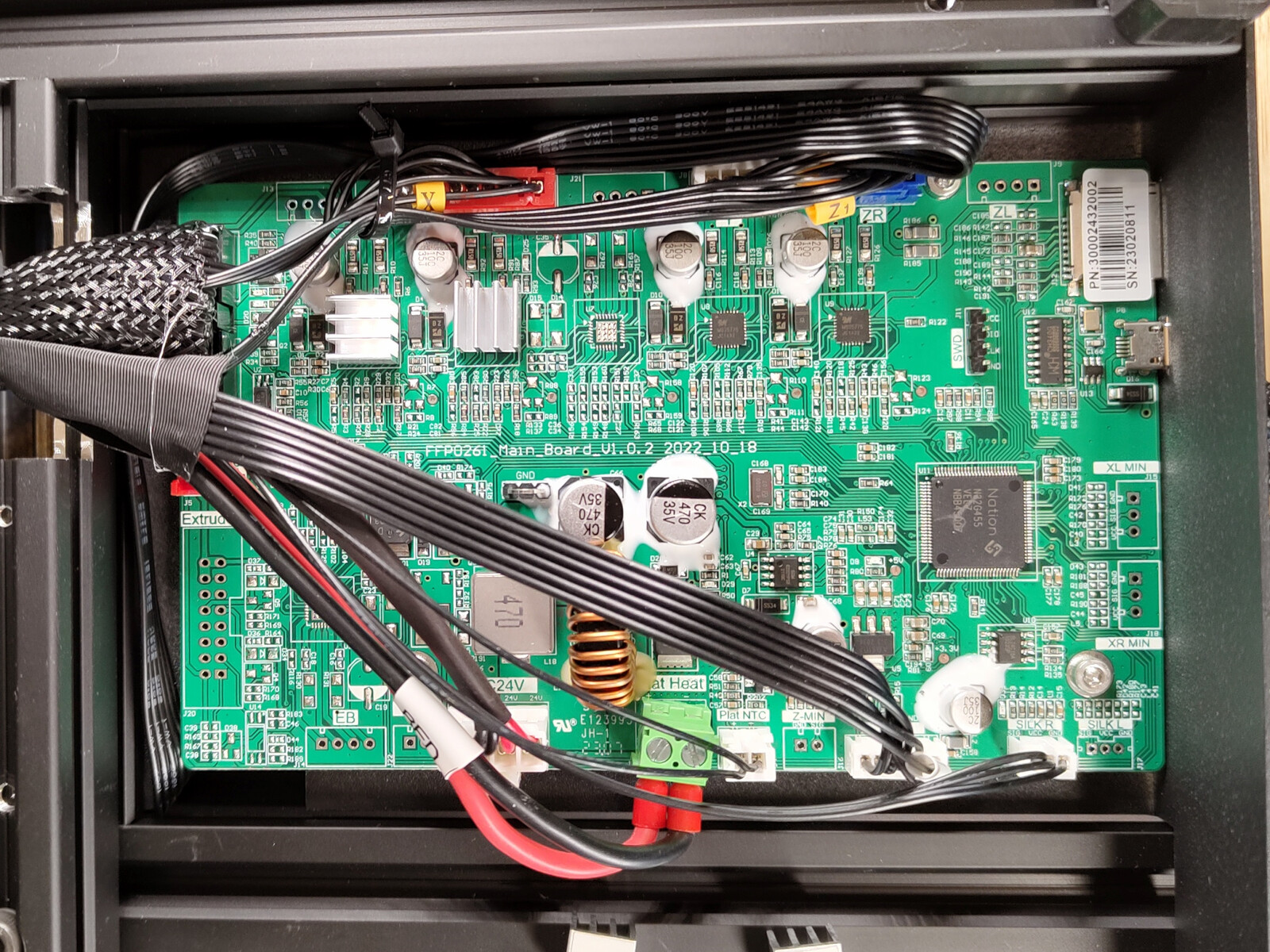
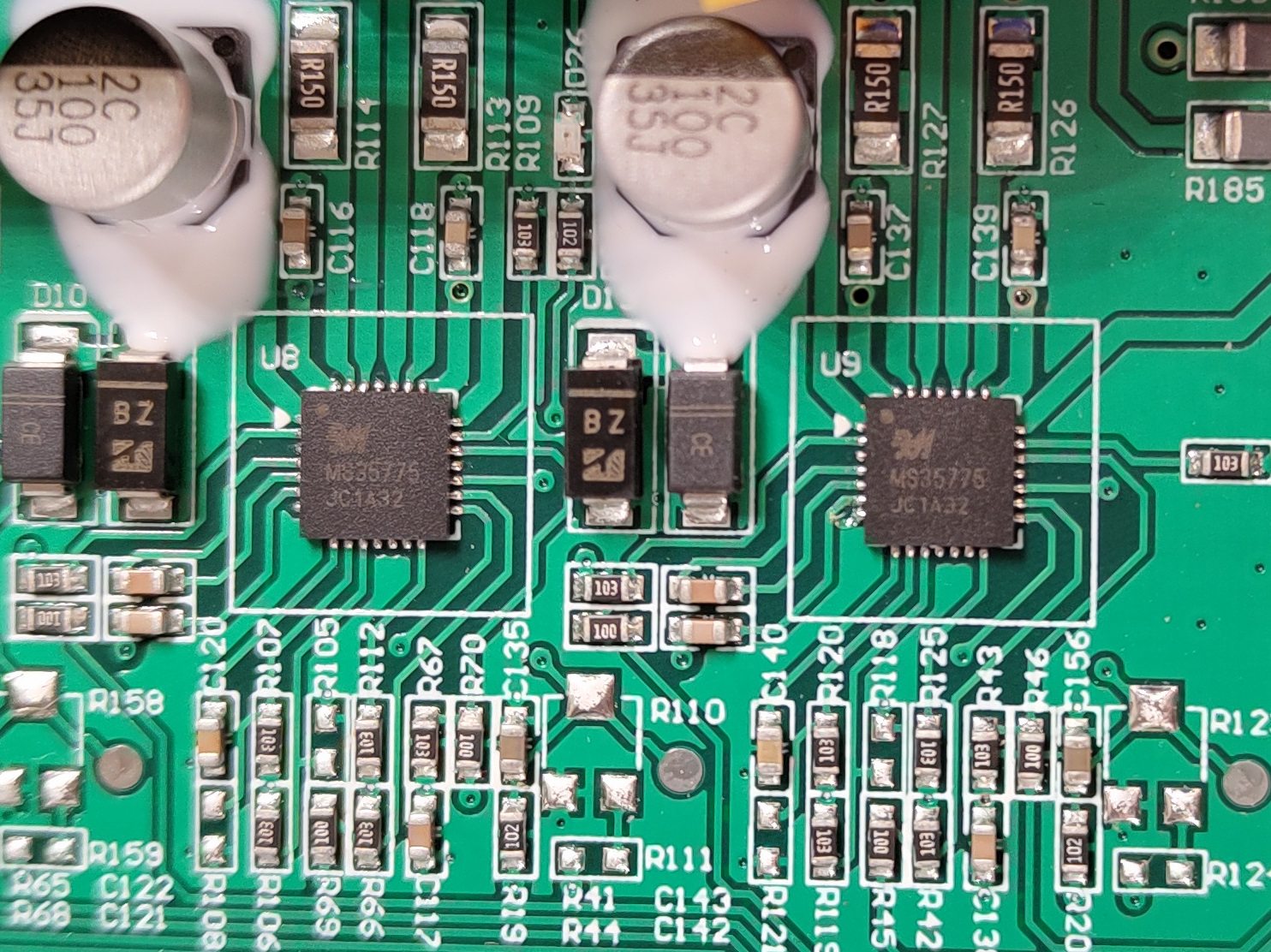
Unter der Basisabdeckung finden wir auch die Steuerzentrale des Aquila D1. Das Mainboard ist mit FFP0261_MainBoard_V1.0.2 beschriftet. Hier handelt es sich wohl um eine Eigenentwicklung von Aquila. Auch an dieser Stelle kommt der gleiche Minimalismus zum Tragen, den wir schon bei Geräten wie dem Anycubic Kobra 2 bemängelt haben. Erweiterungsmöglichkeiten bietet der 3D-Drucker mit diesem Board kaum, und viele Anschlüsse sind proprietär. Als Mikro-Controller kommt der Nation N32G455 VB/C zum Einsatz. Darin taktet ein 32-bit-ARM-Cortex-M4-Kern bei maximal 144 MHz. Vier Schrittmotortreiber sind auf dem Board direkt verlötet. In diesem Fall handelt es sich um die Ruimeng Technology MS35775. Diese bieten zwar, wie TMC-Schrittmotortreiber, eine 256-Teilschrittinterpolation, sorgen aber keineswegs für so leise Bewegungen wie die Chips vom deutschen Hersteller.
Aufbau und Einrichtung
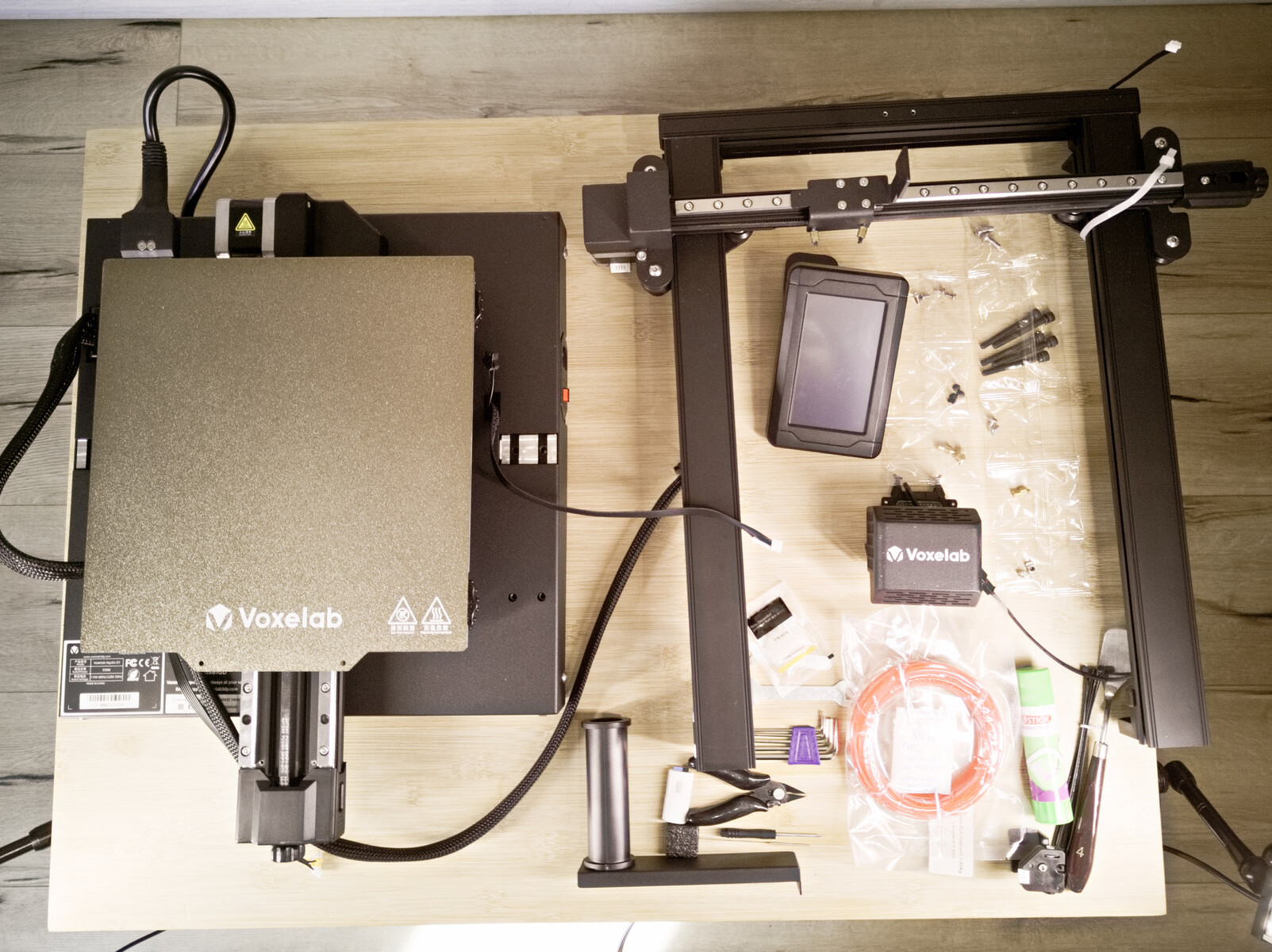

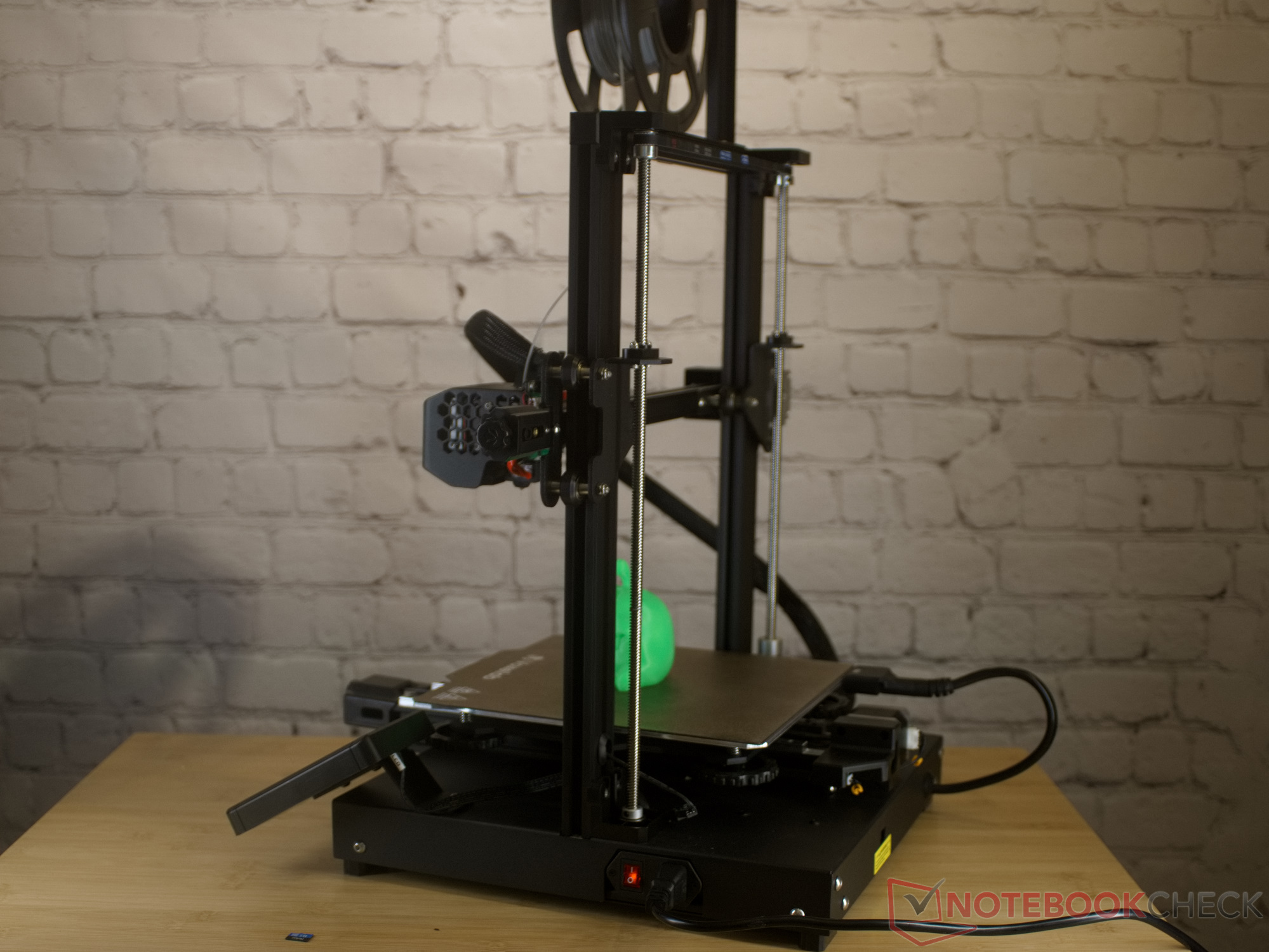
Wie die meisten 3D-Drucker wird auch der Voxelab Aquila D1 in Einzelteilen geliefert. Aquila legt das Werkzeug für den Zusammenbau gleich bei und packt noch ein paar Kleinigkeiten in den Karton, die für den späteren Betrieb nützlich sein könnten. Wie bei den meisten 3D-Druckern dieser Art ist der Zusammenbau nicht besonders kompliziert. Voxlab legt auch eine übersichtliche Anleitung bei. Etwas fummelig ist allenfalls die Montage des Torbogens, da hier die Schrauben wie üblich von unten eingedreht werden müssen. Wir stellen fest, dass alle Teile auf Anhieb parallel und rechtwinklig zusammenpassen. Nachdem wir also die Riemenspannungen an den beiden Stellschrauben eingestellt und das Druckbett mit den vier Stellschrauben zum Druckkopf ausgerichtet haben, können wir mit der Inbetriebnahme der neuen Maschine beginnen.
Das heißt, zunächst das automatische Mesh-Bed-Leveling durchlaufen zu lassen. Dieser Vorgang dauert mit etwa acht Minuten etwas länger als bei anderen Geräten. Allerdings vermisst der 3D-Drucker auch das aufgeheizte Druckbett und benötigt allein vier Minuten, um auf Betriebstemperatur zu kommen.
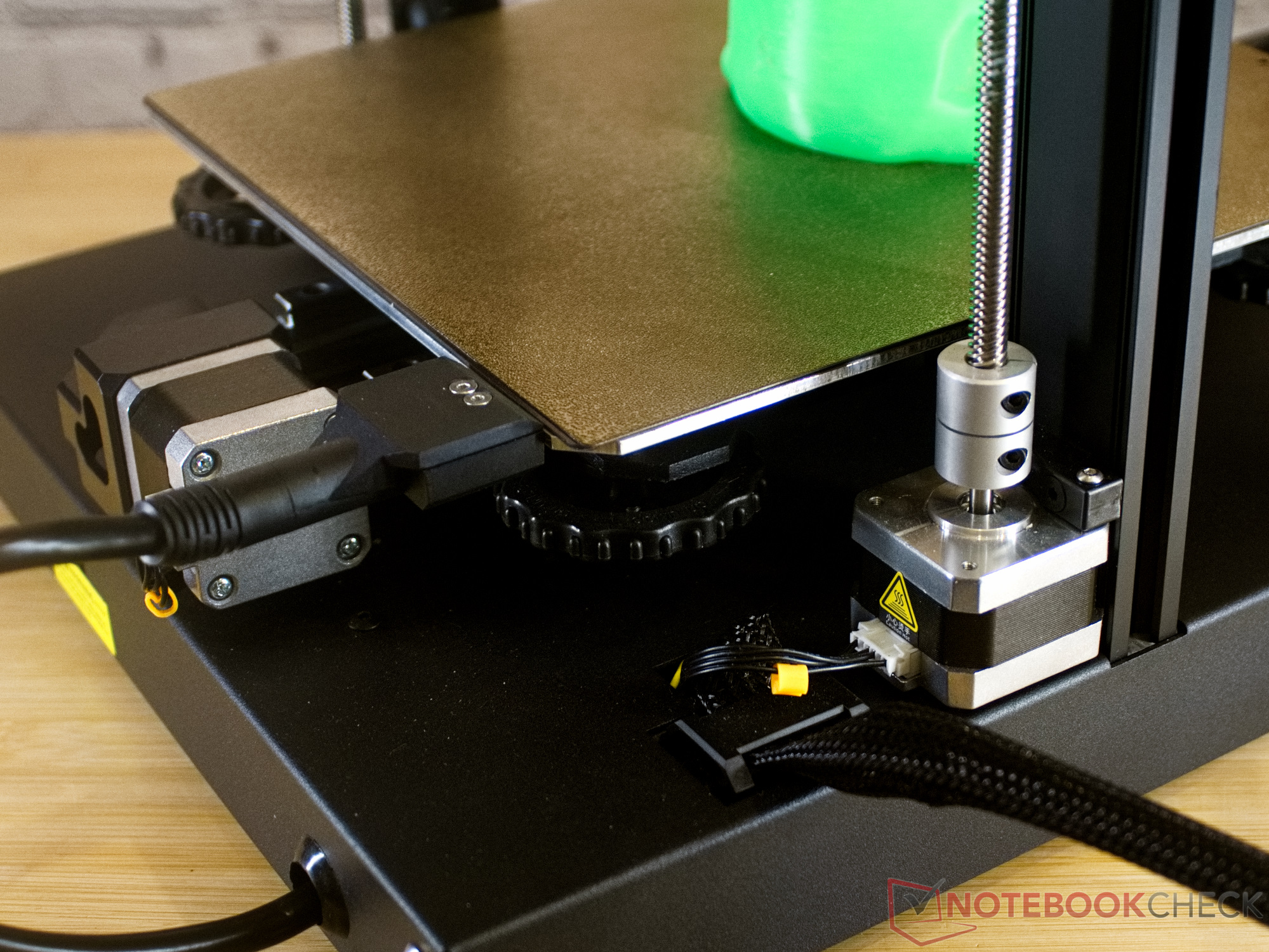
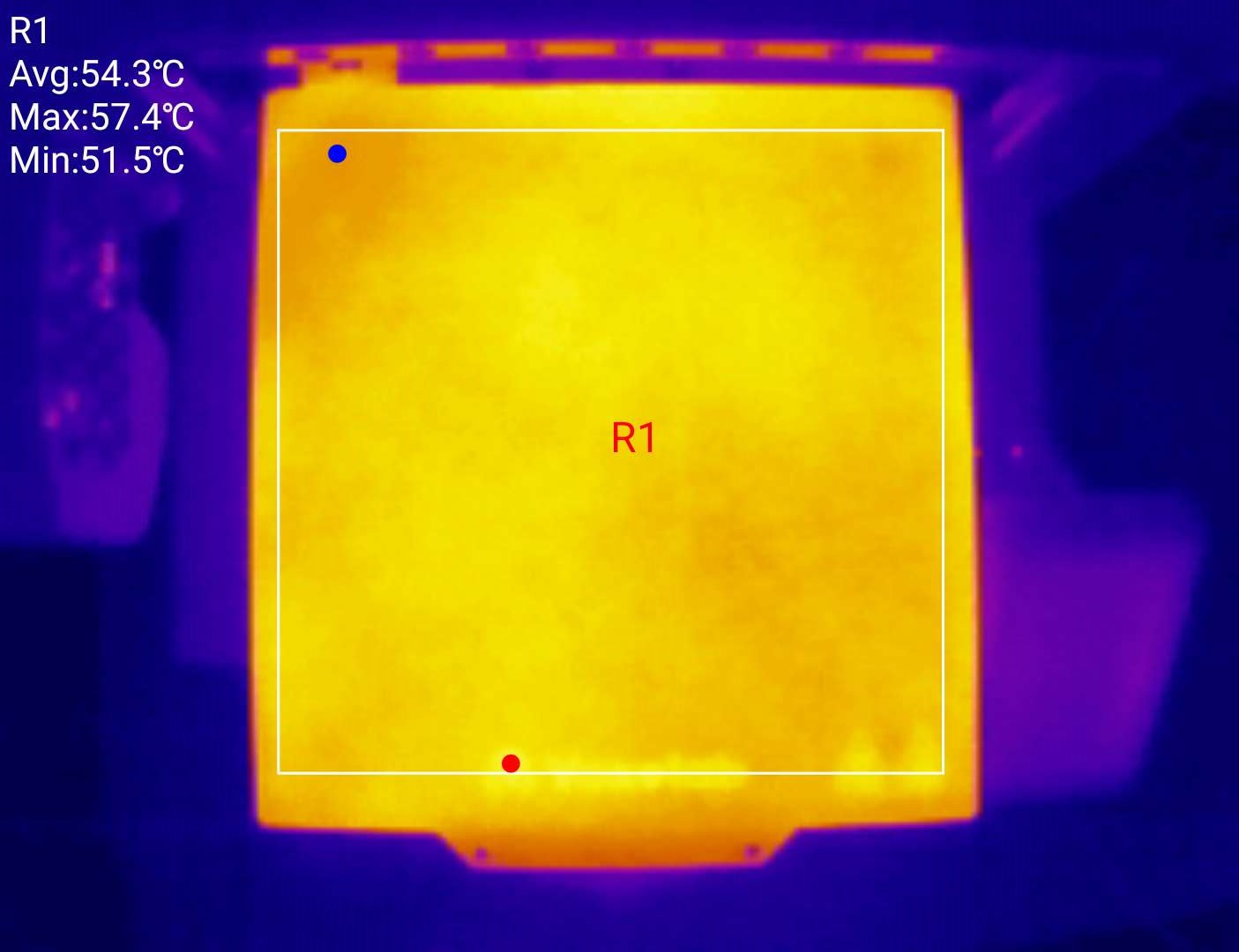
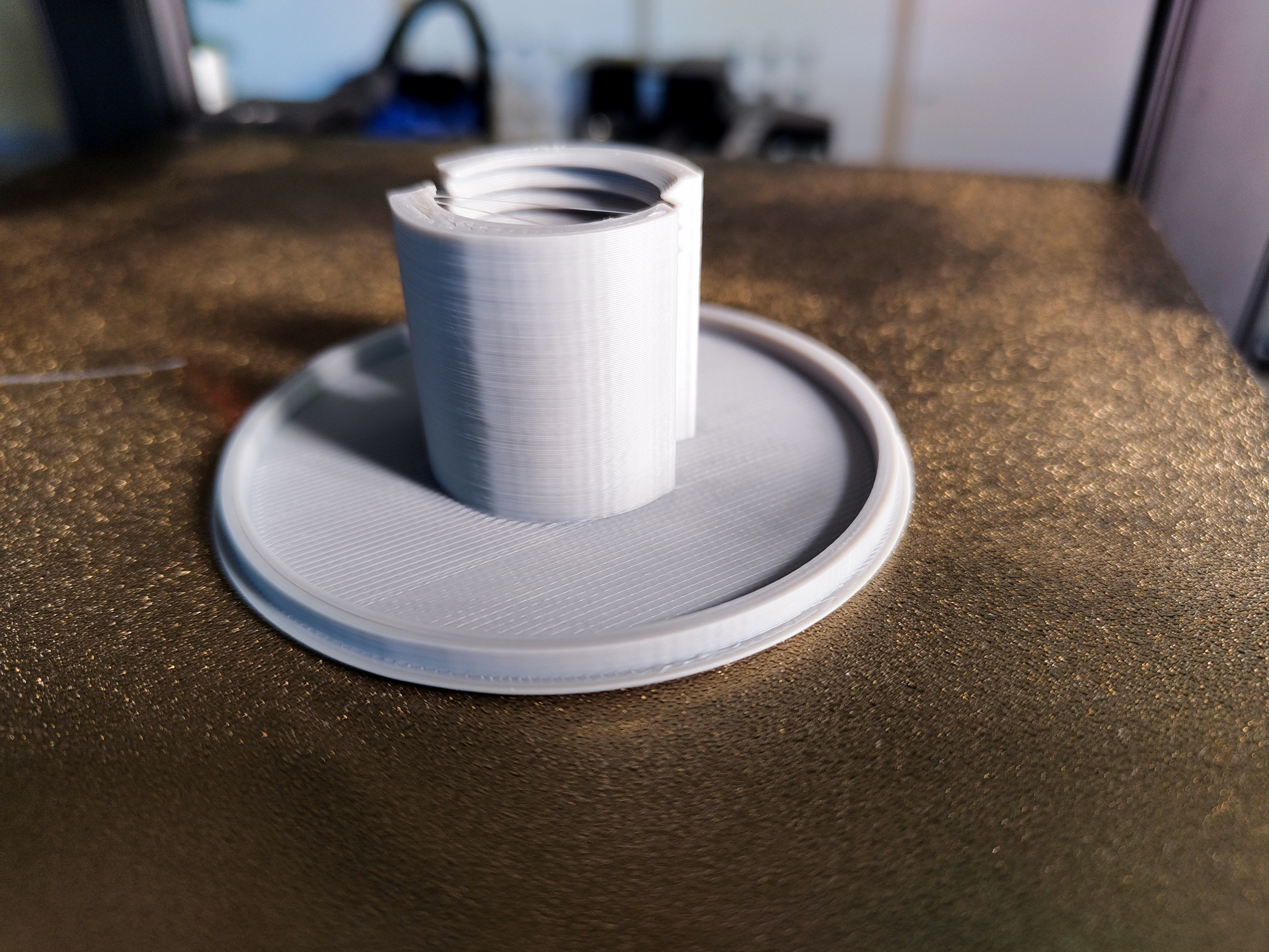
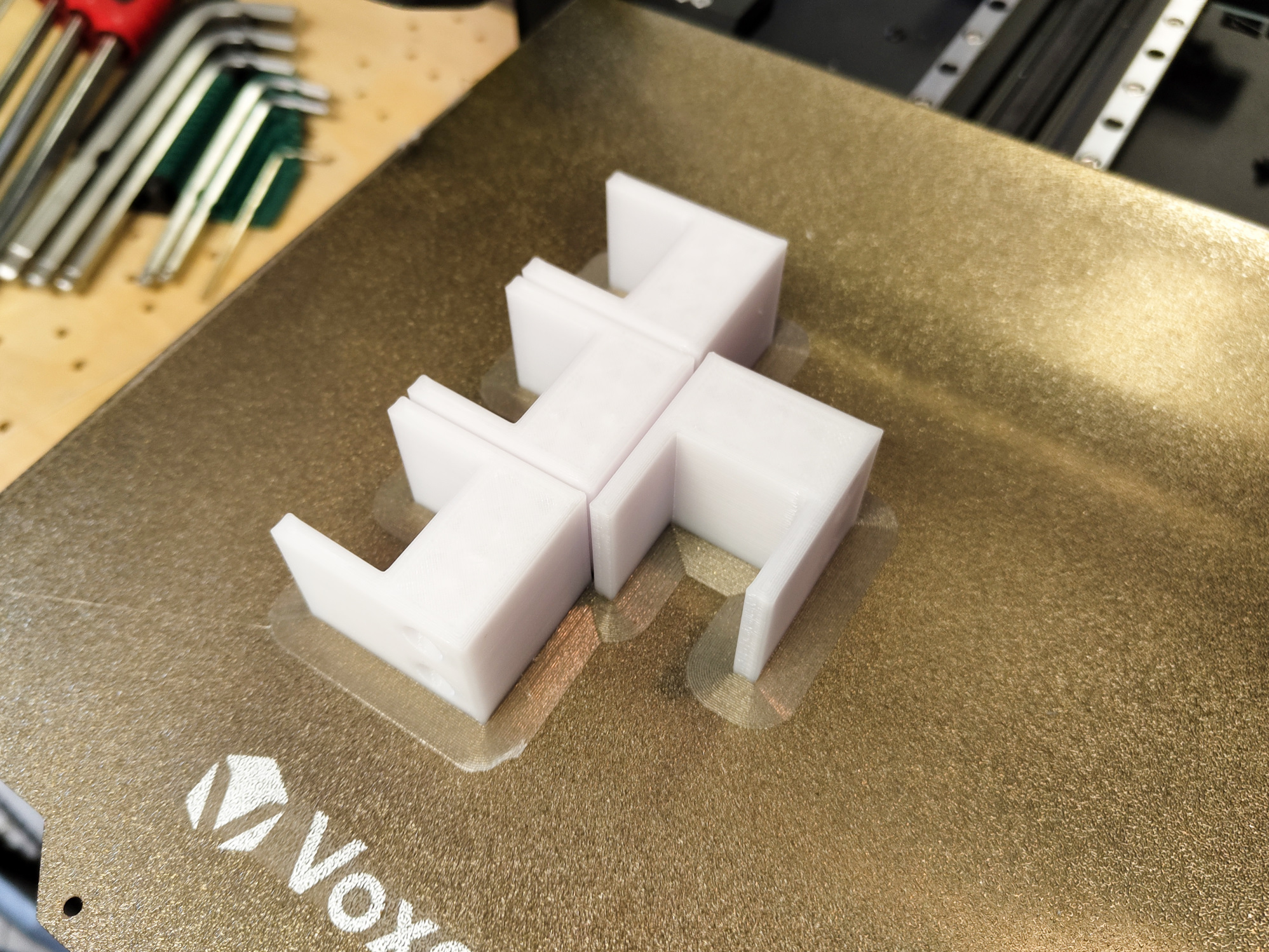
Für den ersten Test haben wir das typische 3D-Benchy gewählt. Der gCode dafür kam von Voxelab auf der beiliegenden microSD. Hier zeigt sich leider ein Konstruktions- oder Fertigungsfehler des Aqulila D1: Das beheizte Druckbett strahlt seine Wärme auch nach unten ab. Dadurch dehnt sich das Bauteil aus, an dem die Linearlager und das Druckbett befestigt sind. Die darunter liegenden Linearführungen bleiben kühl, durch die Wärmeausdehnung entstehen mechanische Spannungen, da die MGN-Lager die Ausdehnung nicht ausgleichen können. Die Folge: Das Druckbett kann sich nicht mehr frei bewegen, es kommt zu Schrittverlusten, das Druckmodell wird versetzt gedruckt. Das Stichwort heißt hier Layer-Shift.
Unsere erste Ausbesserung stand also schon an, bevor wir den ersten Druck überhaupt fertiggestellt hatten. Die Lösung des Problems war relativ einfach. Eine der beiden parallelen Linearschienen musste mit einem minimalen Spiel versehen werden, um die Wärmeausdehnung im Betrieb auszugleichen. Dazu genügt es, die Schrauben an der rechten Schiene zu lösen. Hier ist Fingerspitzengefühl gefragt, denn die Schrauben müssen gerade so weit angelöst werden, dass sich die Schiene in der Ebene leicht bewegen, aber nicht so weit, dass sie sich von der planeben gefrästen Unterlage abheben kann. Für die technisch versierten Leserinnen und Leser: Bei der Herstellung der 3D-Drucker ist hier wohl ein Fehler passiert. Die Schrauben der rechten Schiene sind mit einem zu hohen Drehmoment angezogen. Dadurch entstehen zwei Festlager. So wie Voxelab die Fräsungen am Aluminium-Strangpressprofil ausgeführt hat, ist die rechte Schiene als Loslager vorgesehen. Durch die Wahl der Schrauben und des Anzugsmoments wird dies jedoch verhindert. Unsere Lösung kann aber keine Dauerlösung sein, da immer wieder der Sitz der Schrauben kontrolliert werden muss. Langfristig sollte hier auf PTFE-Unterlegscheiben umgestellt werden. Um die Temperaturschwankungen unter dem Druckbett zu reduzieren, ist auch der Einsatz einer Druckbettisolierung (rund 10 Euro auf Amazon) sinnvoll. Dies spart ebenfalls Energie.
Nach dem Umbau lief der Voxelab Aquila D1 gut. Die Probleme mit Layer-Shifts waren vorerst behoben.
Steuerung
Auch bei Voxelab haben sich Touchscreens zur Steuerung bei vielen 3D-Druckern durchgesetzt. Die Benutzeroberfläche ist hier recht simpel gestaltet und in mehrere Sprachen übersetzt. Allerdings müssen wir leider feststellen, dass Voxelab bei der Übersetzung ins Deutsche an mehreren Stellen mit Rechtschreibfehlern gepatzt hat. Etwas später fällt dann noch auf, dass Voxelab bei der Übersetzung Ja und Nein vertauscht hat. Möchte man etwa einen Druck abbrechen oder Pausieren, kommt ein Bestätigungsfeld, wo Fragen wie Druck abbrechen?
, Druck aussetzen?
oder Druck fortsetzen?
stehen. Um zu bestätigen, muss man hier jedoch auf Nein
tippen. Im Englisch- und Französisch-Modus sind die beiden Eingabefelder mit dem richtigen Text versehen. Wer eine der anderen Sprachen, die der Drucker bietet, versteht, sollte wohl eher diese wählen. Wir haben dem Hersteller alle Informationen zu dem Fehler zukommen lassen. Jedoch konnte Voxelab den Fehler noch nicht beseitigen.
Abgesehen von den Fehlern in der deutschen Übersetzung ist die Oberfläche aber recht komfortabel. Zahlenwerte können über ein Zahlenfeld eingegeben werden, und die üblichen Steuerungsmöglichkeiten sind vorhanden. Lediglich ein Assistent zur manuellen Einstellung des Druckbetts und eine Einstellmöglichkeit für den Extrusionsfaktor sind nicht vorhanden.
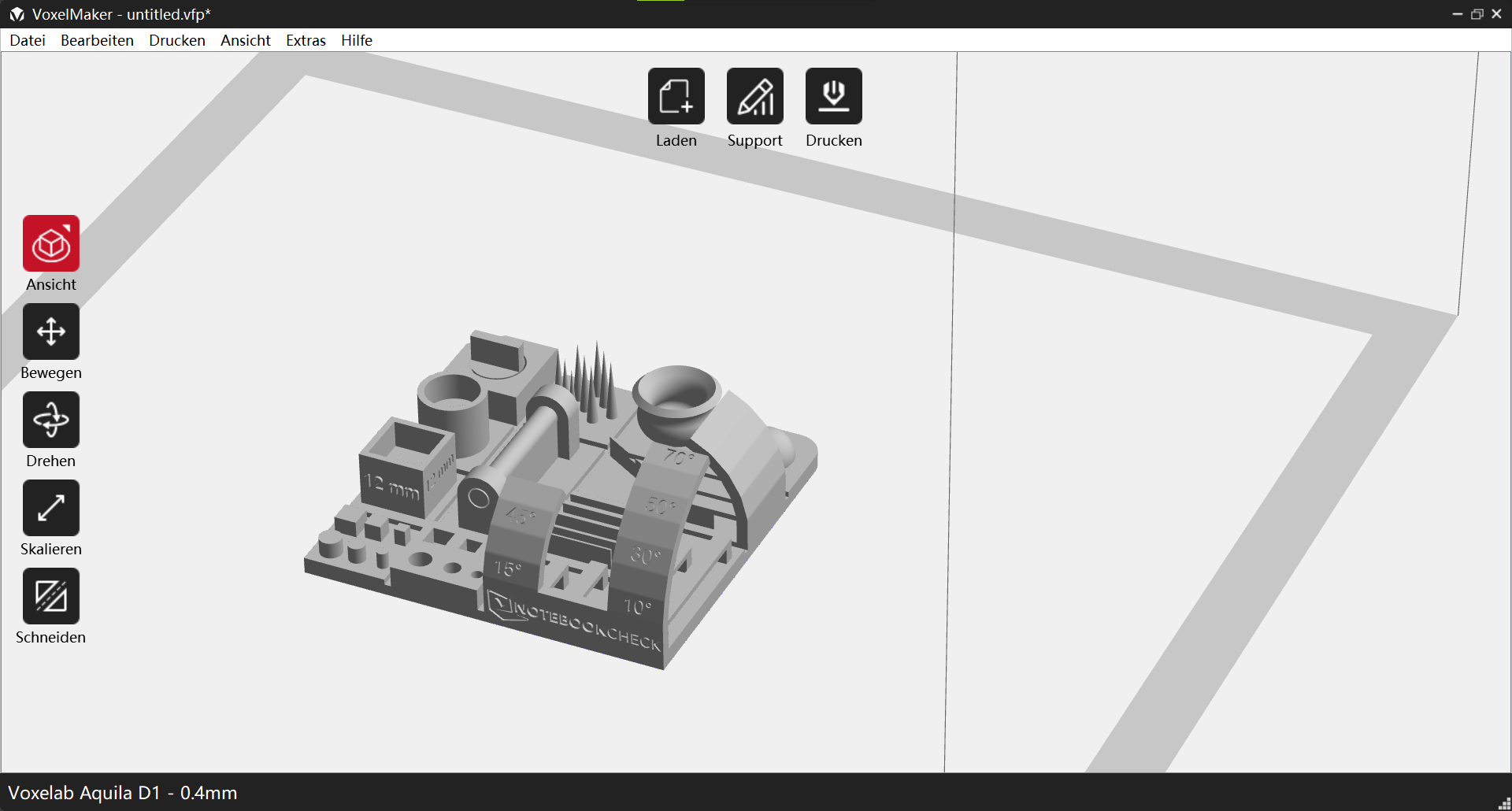
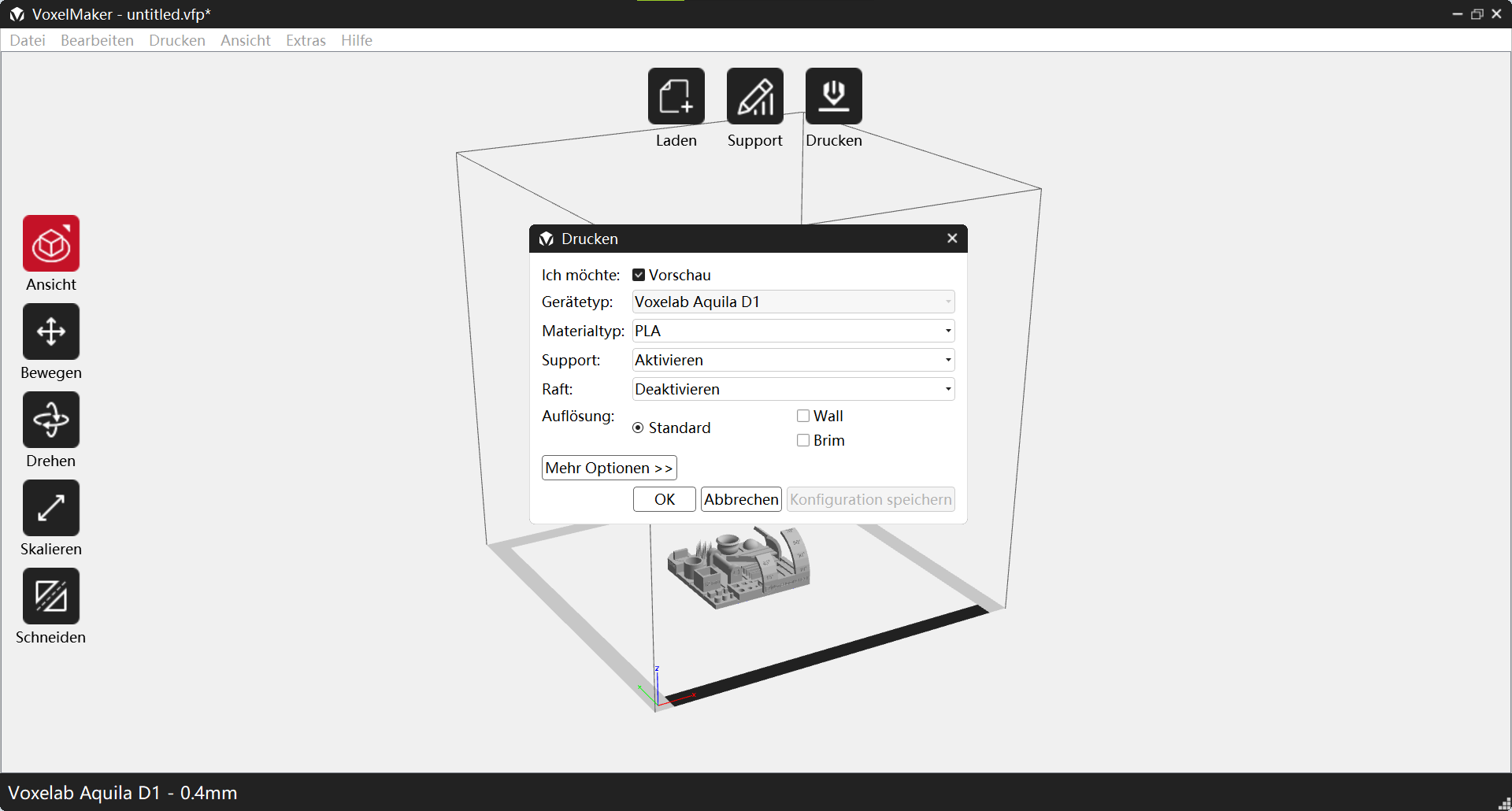
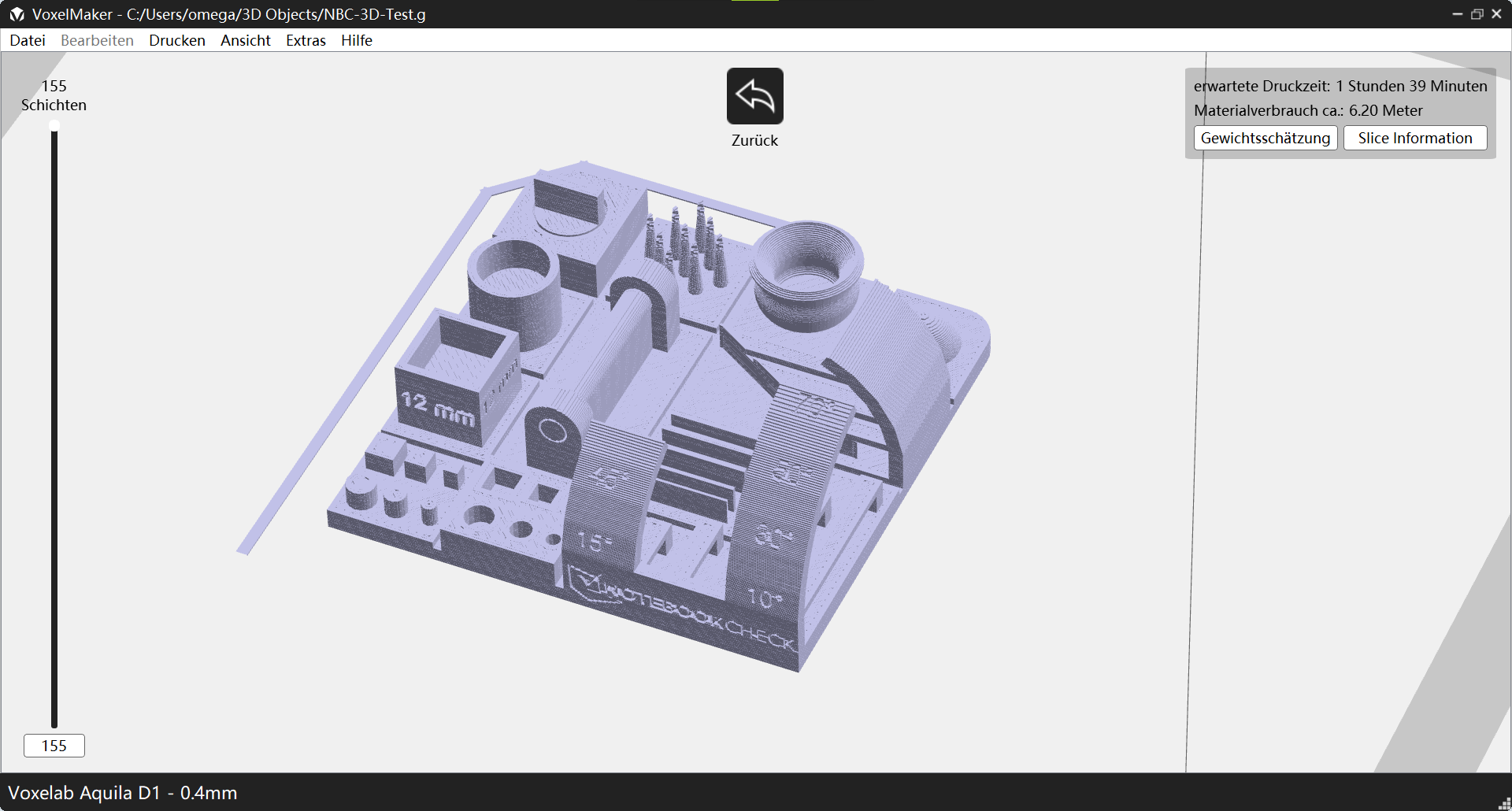
Slicer - Voxelab liefert den VoxelMaker
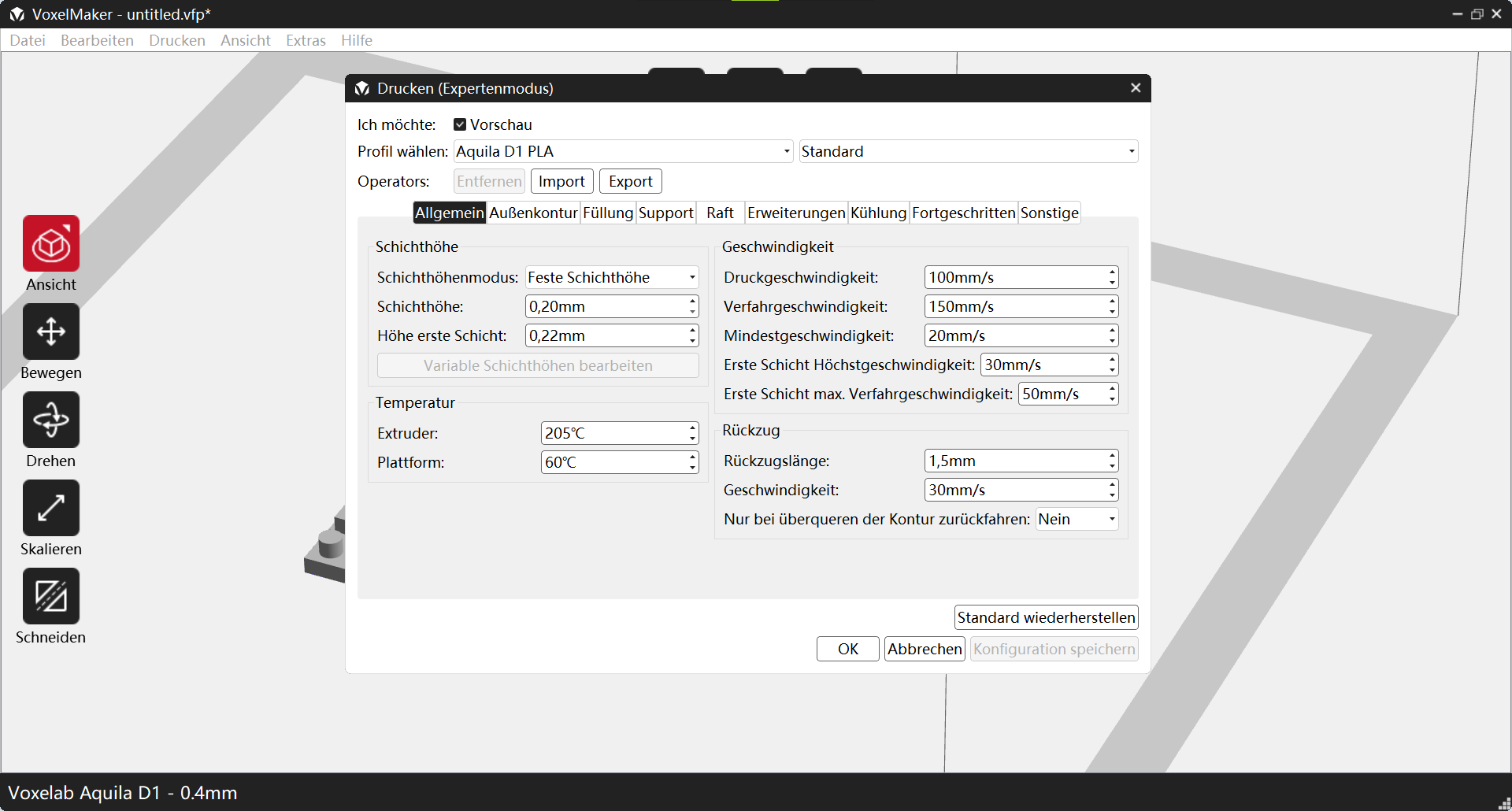
Voxlab ist einer der wenigen Hersteller von 3D-Druckern, die einen eigenen Slicer zum Download liefern. Mit dem Programm werden 3D-Modelle in den von 3D-Druckern lesbaren gCode umgewandelt. Das Programm erinnert etwas an eine Mischung aus Cura und Simplify3D, basiert aber eigentlich auf FlashPrint 5 von Flashforge. So bietet der VoxelMaker viele Vorteile der beiden bekannten Programme und ist damit leicht zu bedienen. Prinzipiell ist die Genauigkeit des Programms gut und etwas über dem Level von Cura 4.x, aber noch nicht ganz bei den hervorragenden Ergebnissen der Arachne Slice Engine angekommen. Allerdings liefert Voxelab regelmäßige Updates zum Slicer, und das Programm ist äußerst übersichtlich gestaltet. Es bietet sowohl für Anfänger einen leichten Einstieg als auch für Fortgeschrittene sehr viele Einstellungsmöglichkeiten, um 3D-Drucke an die eigenen Wünsche anzupassen.
Leistung
Voxelab geht mit dem Aquillia D1 nicht ganz den Weg, den viele andere Hersteller von 3D-Druckern in den letzten Jahren eingeschlagen haben. So erscheinen die von Voxelab angegebenen maximalen Geschwindigkeiten eher gering. Mit 100 mm/s typischer Druckgeschwindigkeit und 180 mm/s maximaler Druckgeschwindigkeit wird geworben. Grundsätzlich ist der Aquila D1 damit etwas langsamer als aktuelle Konkurrenten wie der Anycubic Kobra 2 oder der AnkerMake M5. Aber viele Materialien, die unser Testgerät verarbeiten kann, können die Konkurrenzgeräte nicht verarbeiten, weil die maximalen Temperaturen des Hotends zu niedrig sind. Gerade diese eher technischen Kunststoffe sollten aber auch meist mit niedrigeren Geschwindigkeiten verarbeitet werden. Dass der Aquila D1 etwas mehr kann als die beworbenen Geschwindigkeiten, zeigt er in unserem Druckgeschwindigkeitstest mit PLA.
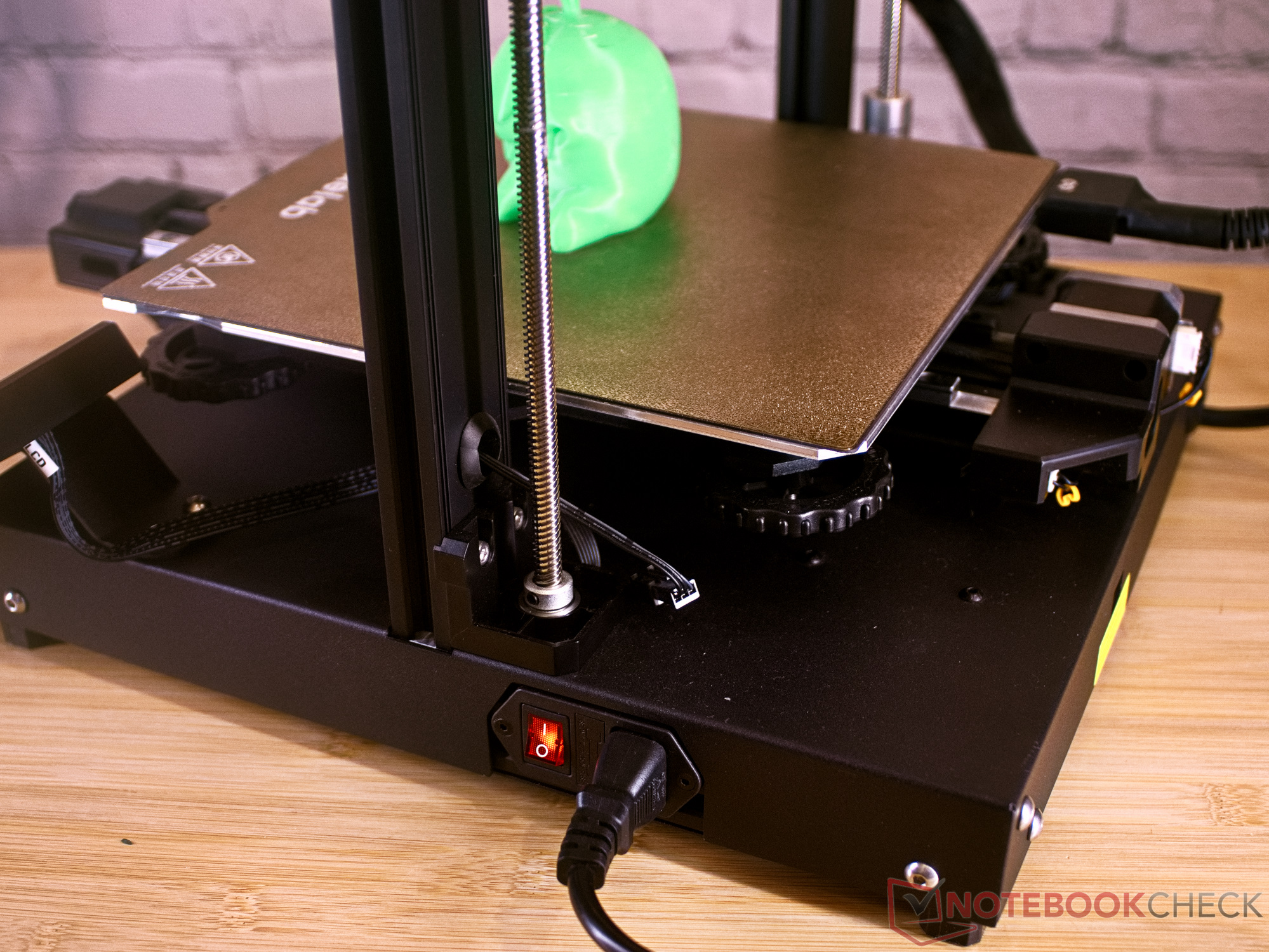
Druckbett
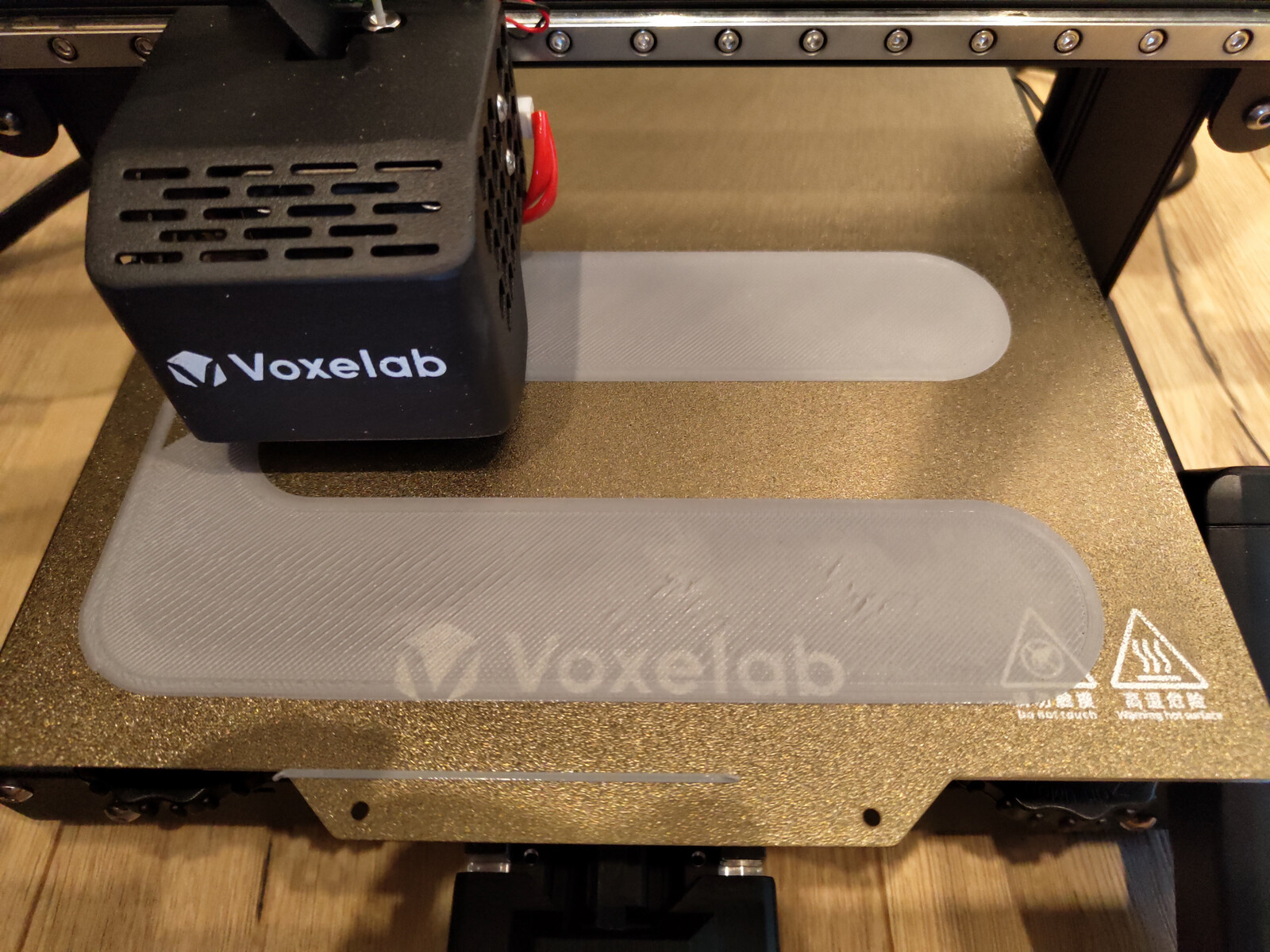
Beim Druckbett scheint es sich hier um das gleiche Standard-Bauteil zu handeln, welches wir zuletzt auch beim Anycubic Kobra 2 gesehen haben. Eine ca. 2 mm dicke Aluminiumplatte bildet hier die Basis. Diese ist von der Unterseite her beheizbar. An der Oberseite ist eine Magnetfolie fast vollflächig verklebt. Darauf haftet die PEI-beschichtete Federstahlplatte. Ohne Isolierung von der Unterseite muss die 24-V-Heizung hier dauerhaft Energie nachführen und benötigt etwas länger zum Aufheizen. Sollte man sich dazu entschließen, eine entsprechende Dämmplatte zu verbauen, dürfte dies neben den Vorteilen beim Energiesparen auch für eine bessere Beweglichkeit des Druckbetts sorgen, da so die Druckbettaufnahme weniger stark erhitzt wird.
Von 22 °C Raumtemperatur auf eine Drucktemperatur von 60 °C schafft es das Druckbett dank 400 Watt Heizleistung in weniger als drei Minuten. Für 90 °C benötigt es gute fünf Minuten.
Automatisches Mesh Bed Leveling

Der Voxelab Aquila D1 vermisst das Druckbett mit einem induktiven Näherungssensor an 25 Punkten. Vorher wird das Druckbett auf eine Betriebstemperatur von 60 °C aufheizt. Dies hat zwar den Vorteil, dass der Drucker somit die thermische Ausdehnung des Druckbetts berücksichtigt, jedoch sind induktive Sensoren stark temperaturabhängig. Somit können hier Ungenauigkeiten entstehen, sobald das Druckbett nicht sehr gleichmäßig beheizt wird. Im Test stellen wir jedoch keine Probleme mit der Genauigkeit des Sensors fest. Nachdem der Düsenabstand manuell festgelegt wurde, bedruckt der Aquila D1 das komplette Druckbett in einem nahezu optimalen Abstand. Insgesamt dauert der Messvorgang etwa acht Minuten.
Das Druckbett des 3D-Druckers kann man auch manuell einstellen. Hierfür sind an allen vier Ecken Stellschrauben angebracht. Einen Assistenten für das händische Ausrichten des Druckbetts sucht man jedoch vergebens. Somit muss man den Druckkopf und das Druckbett hierzu per Hand bewegen oder am Computer per serieller Schnittstelle entsprechende Befehle erteilen.
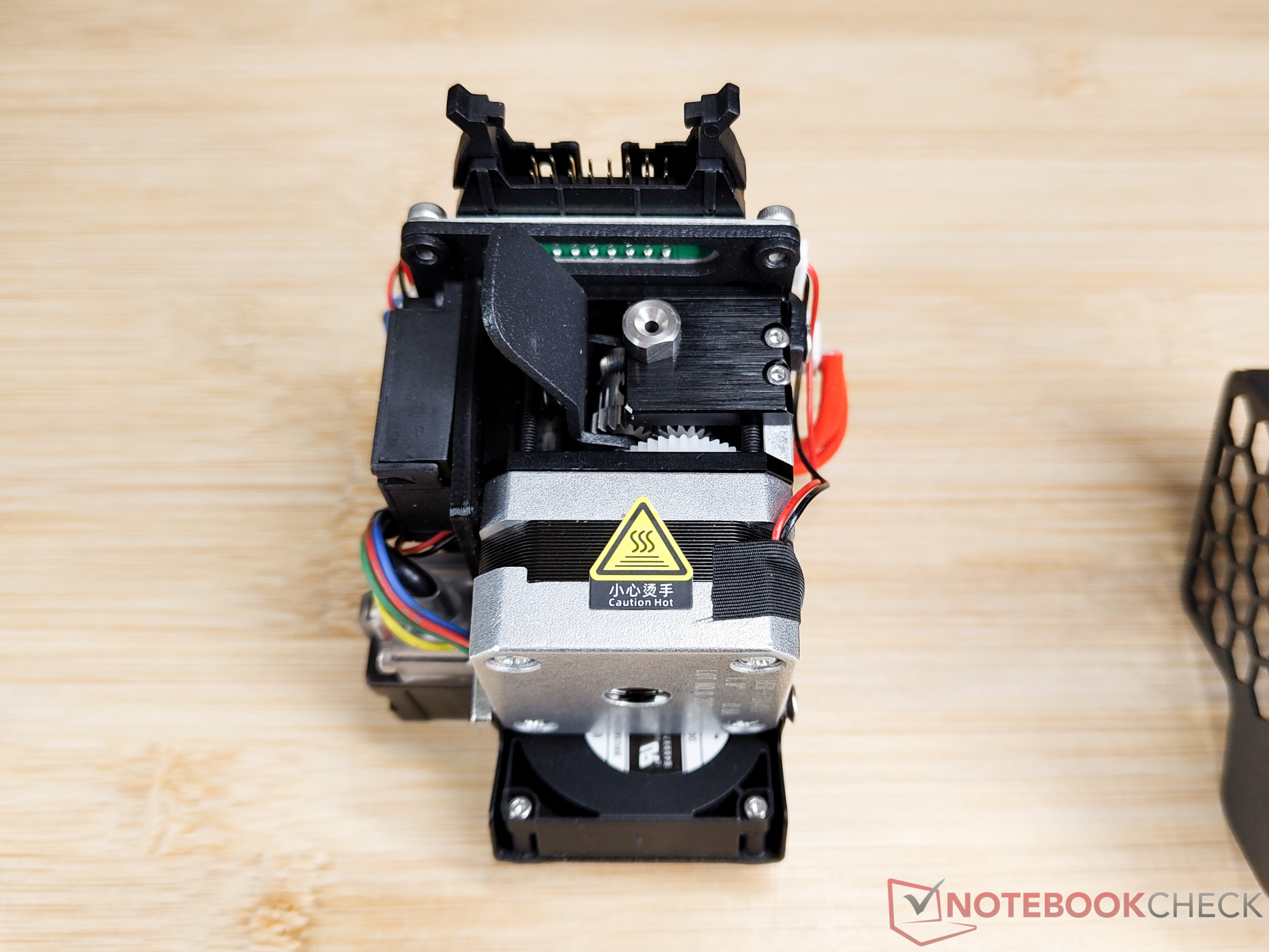
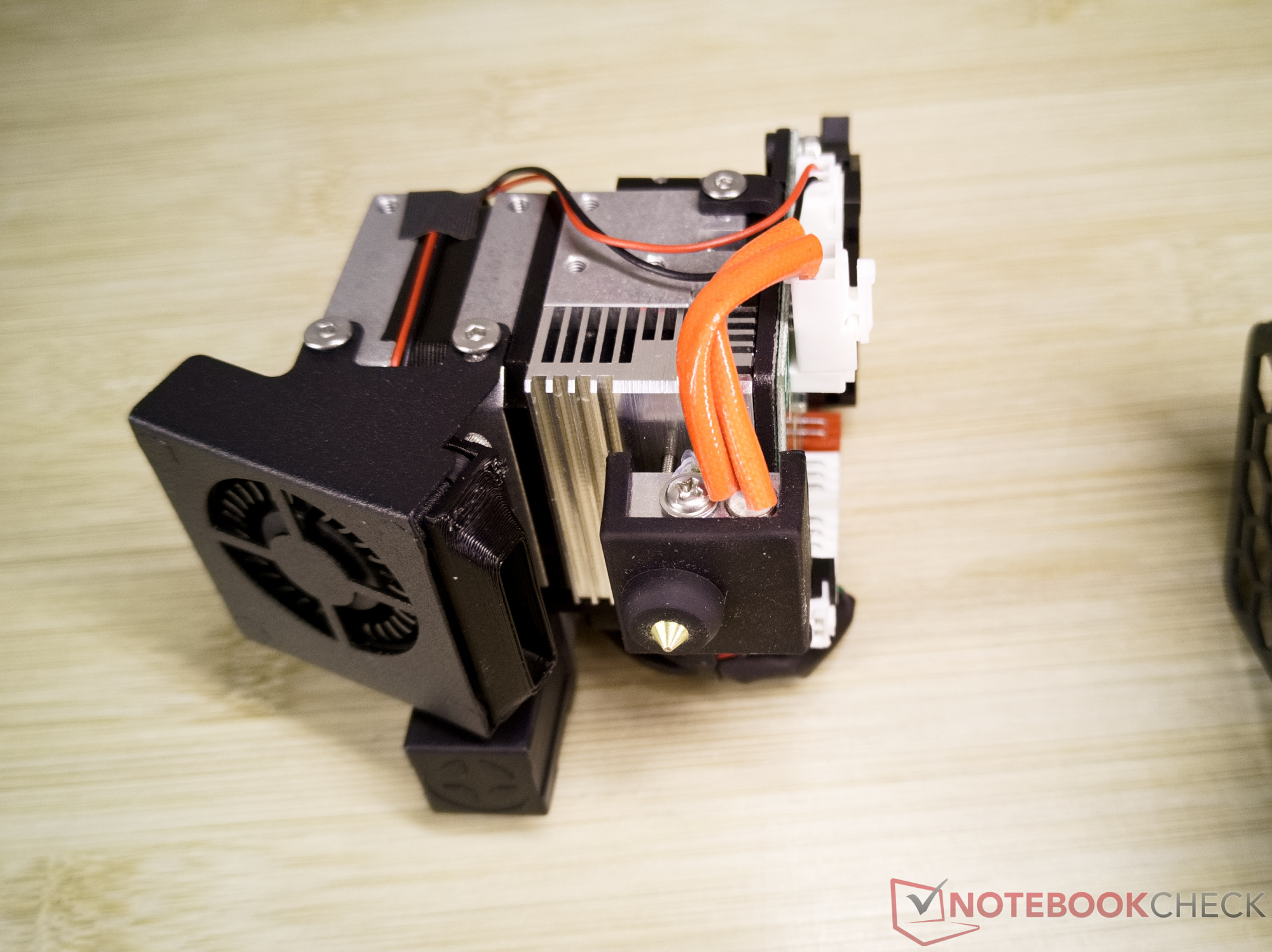
Hotend und Extruder
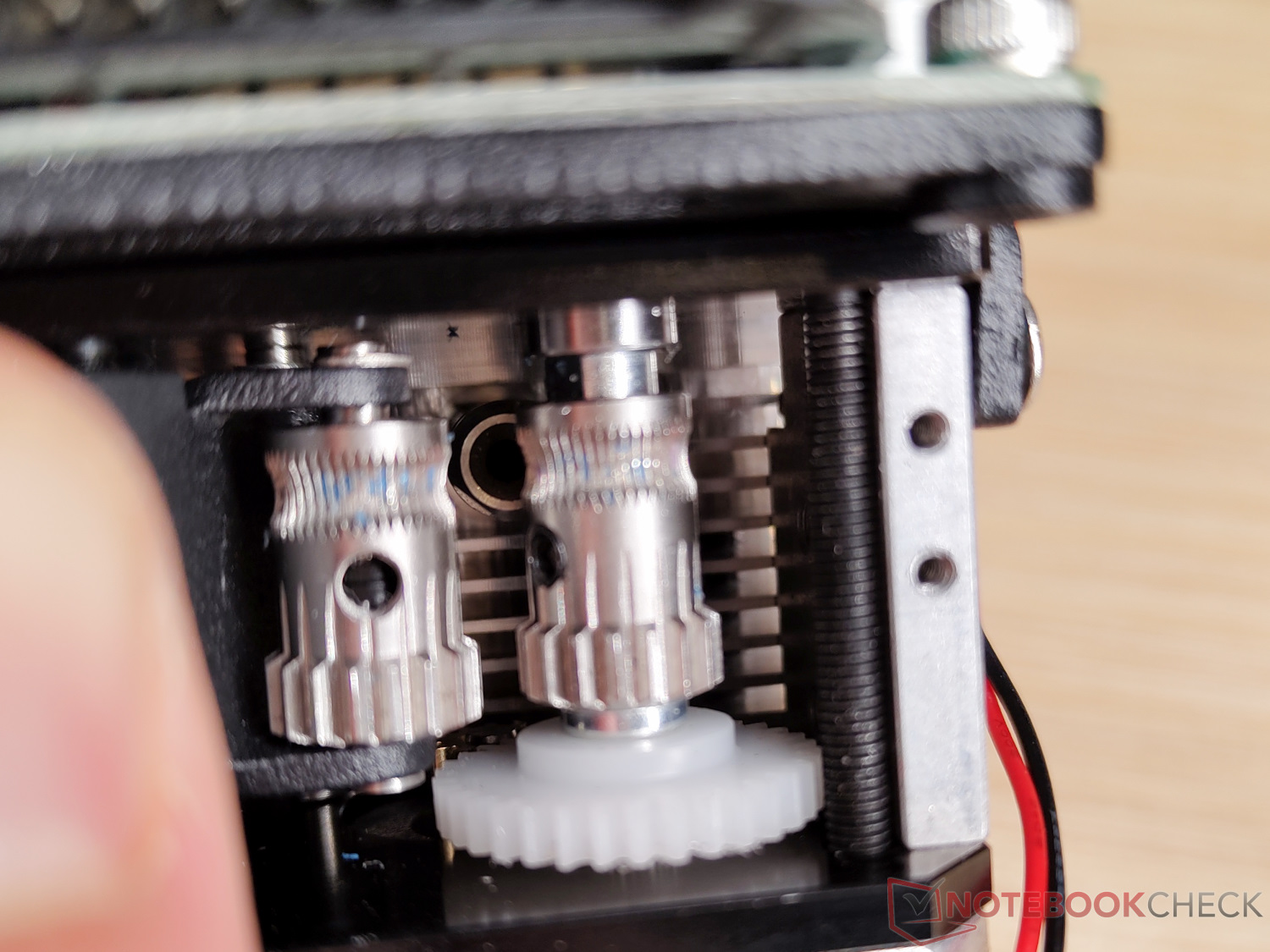
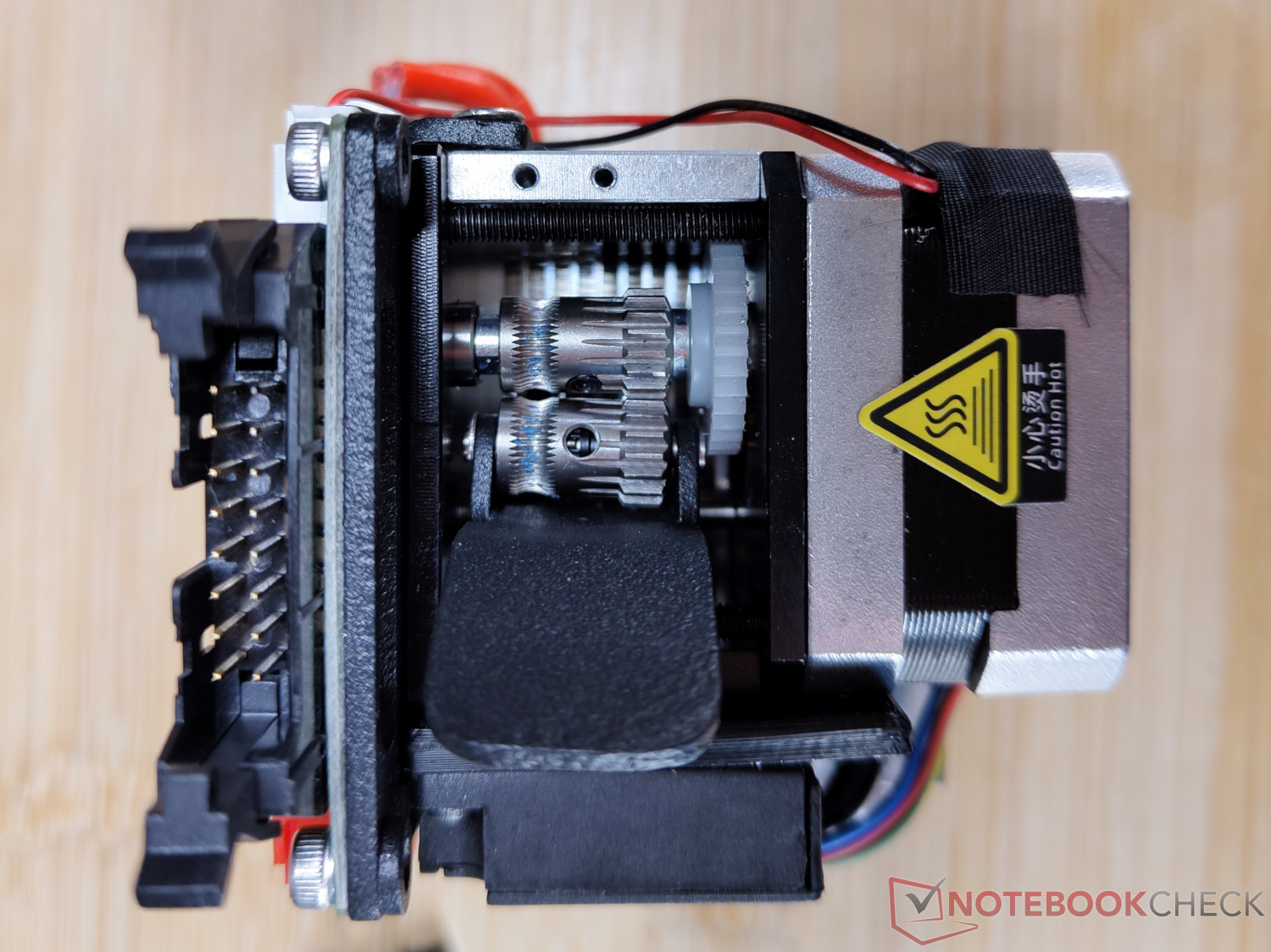
Im Druckkopf vereinen sich hier Hotend und Extruder. Die gesamte Konstruktion kommt mit sehr wenig Kunststoff aus und sollte damit höheren Temperaturen standhalten. Auf bis zu 300 °C lässt sich das Hotend aufheizen. Damit sind auch viele technische Werkstoffe mit dem Aquila D1 verarbeitbar. Die Druckkopfkonstruktion selbst stammt in großen Teilen wohl vom Creality Sprite Extruder, jedoch wurden etliche Teile, die bei Creality aus Plastik sind, gegen Bauteile aus Aluminium ausgetauscht. So kommt auch das Hotend ohne PTFE-Inliner aus.
PLA, PETG und ABS sind wohl die häufigsten 3D-Druck-Materialien, diese beherrscht der Aquila D1 dank dem kraftvollen Extruder problemfrei auch bei höheren Druckgeschwindigkeiten. Nylon, Polycarbonat und andere technische Materialien sind hier ebenfalls denkbar. Jedoch sollte man dabei nicht auf die gleichen hohen Geschwindigkeiten wie zur Verarbeitung von PLA setzen.
Voxelab gibt für den Aquila D1 eine typische Druckgeschwindigkeit von 100 mm/s an und schlägt eine maximale Geschwindigkeit von 180 mm/s vor. Bei einer Drucktemperatur von 220 °C erreicht der 3D-Drucker zumindest mit PLA-Filament eine höhere Geschwindigkeit von 220 mm/s ohne nennenswerte Aussetzer, aber mit deutlichen Qualitätseinbußen. Ab 240 mm/s sorgen Aussetzer des Extruders und ein etwas zu schwacher Motor der Y-Achse für einige Lücken in unserem Druckgeschwindigkeitstest, bei dem der 3D-Drucker alle 5 mm seine Geschwindigkeit erhöht. Unter Umständen wären dennoch einige Bereiche eines 3D-Drucks mit Geschwindigkeiten von bis zu 260 mm/s möglich.
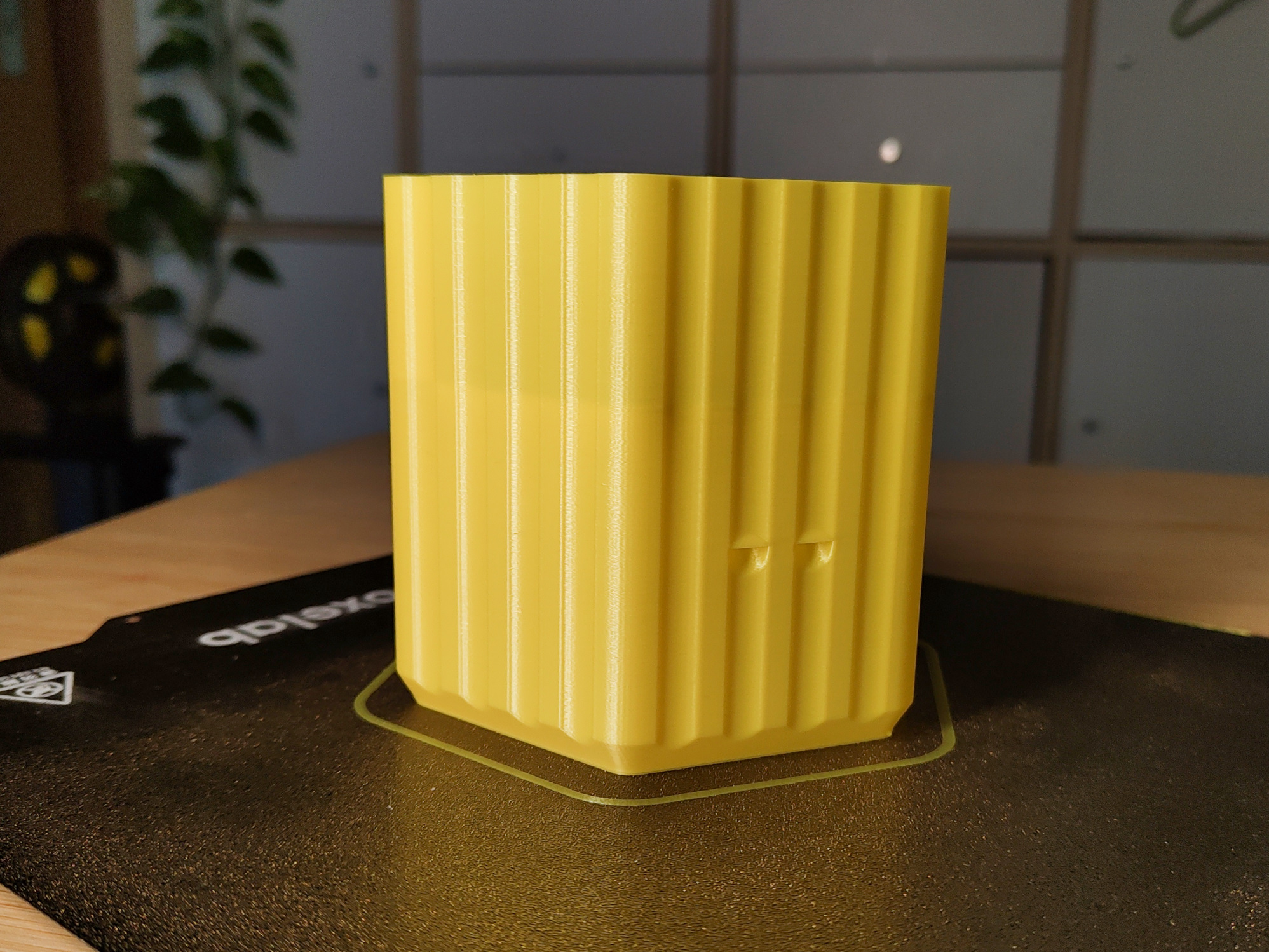
Wie es für Direct-Drive-Extruder typisch ist, sieht man bei langsameren Druckgeschwindigkeiten deutlich die Zähne der Filament-Antriebsräder im Druckbild. Bei höheren Druckgeschwindigkeiten wird dieser Effekt sichtbar abgeschwächt. Tatsächlich scheint der Bereich von 90 bis 120 mm/s das Optimum für Geschwindigkeit und Qualität zu sein. In diesem Bereich erzeugt der Voxelab Aquila D1 ein ansprechendes Druckbild.



Druckqualität
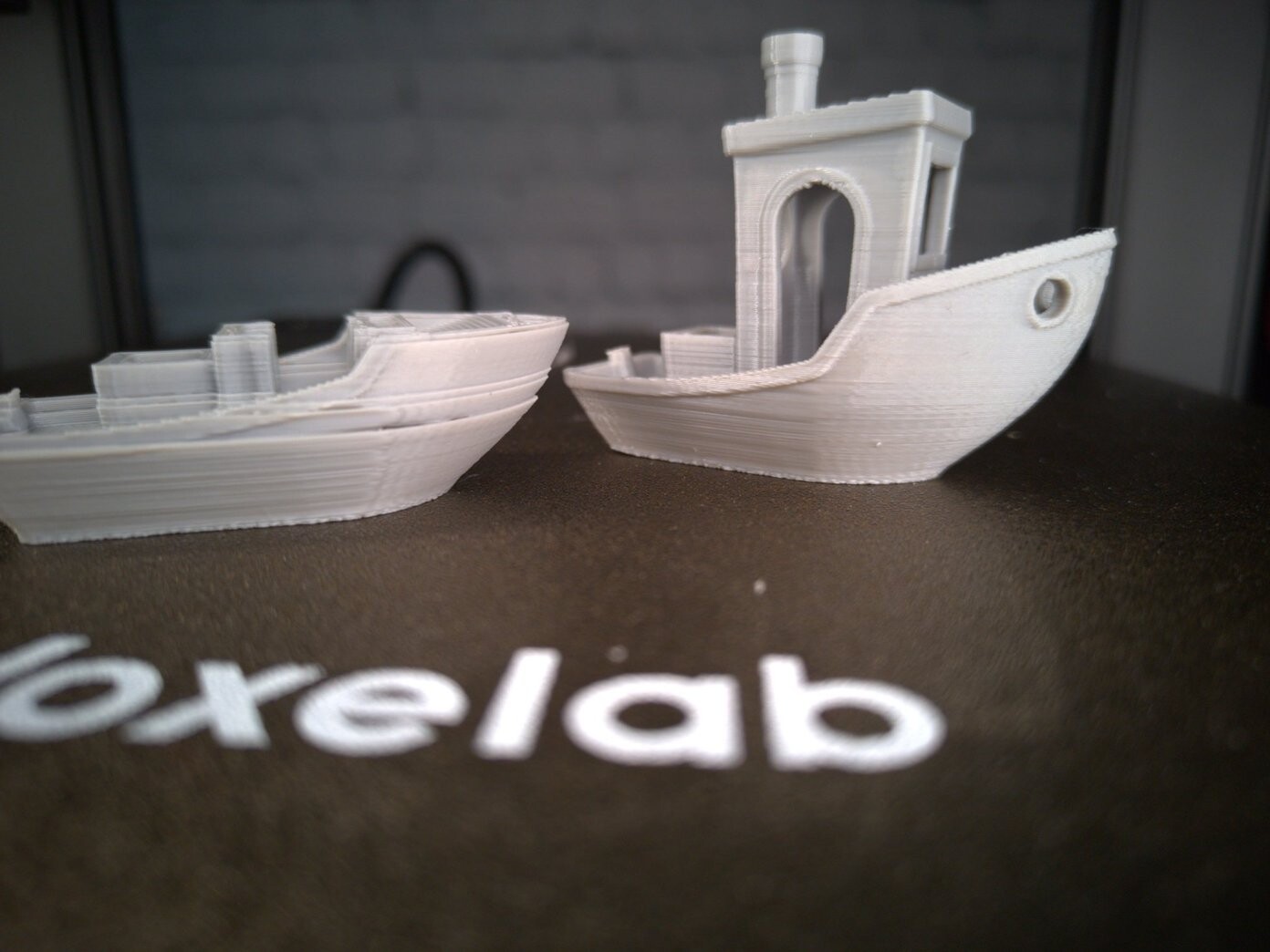
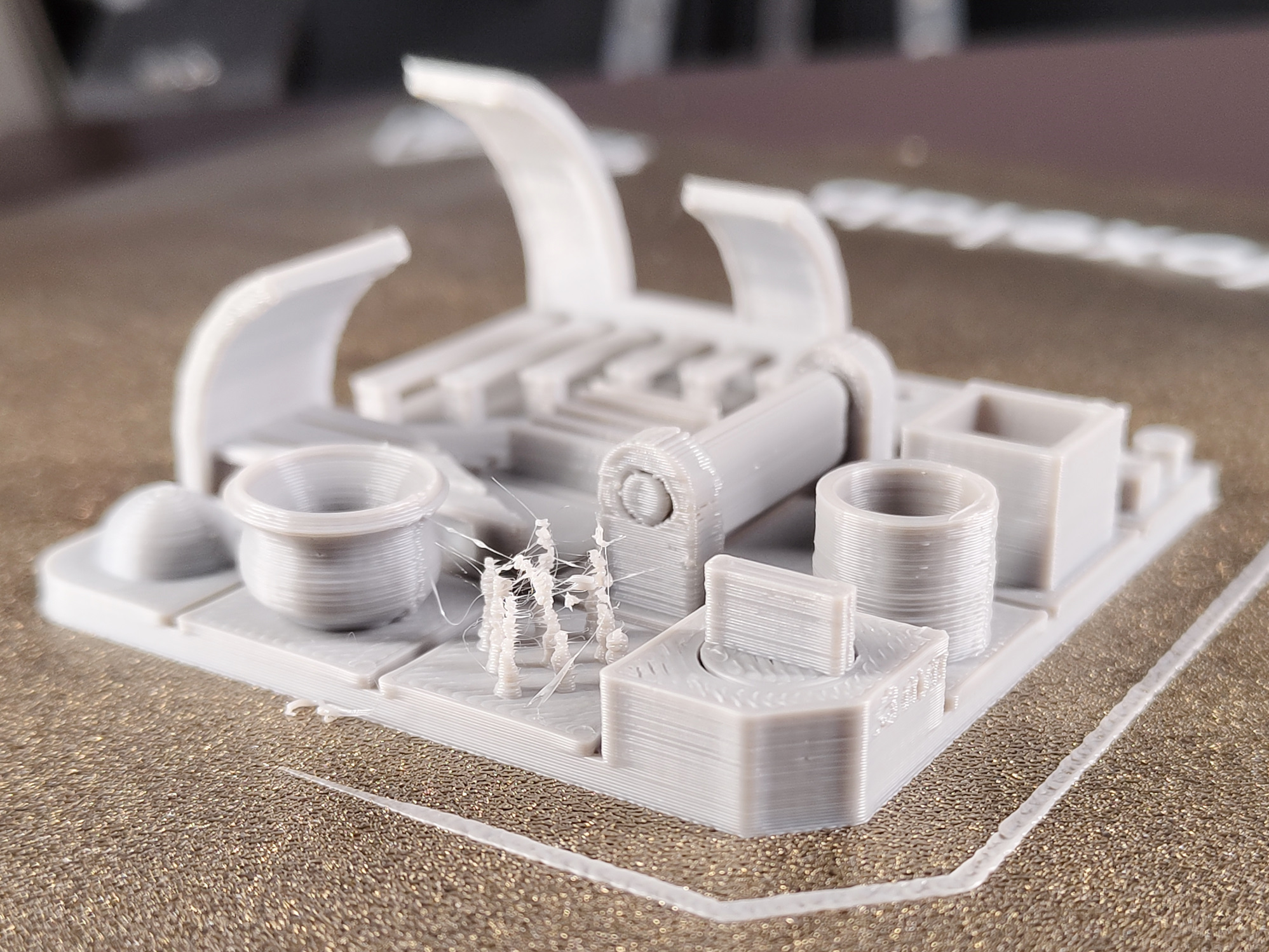
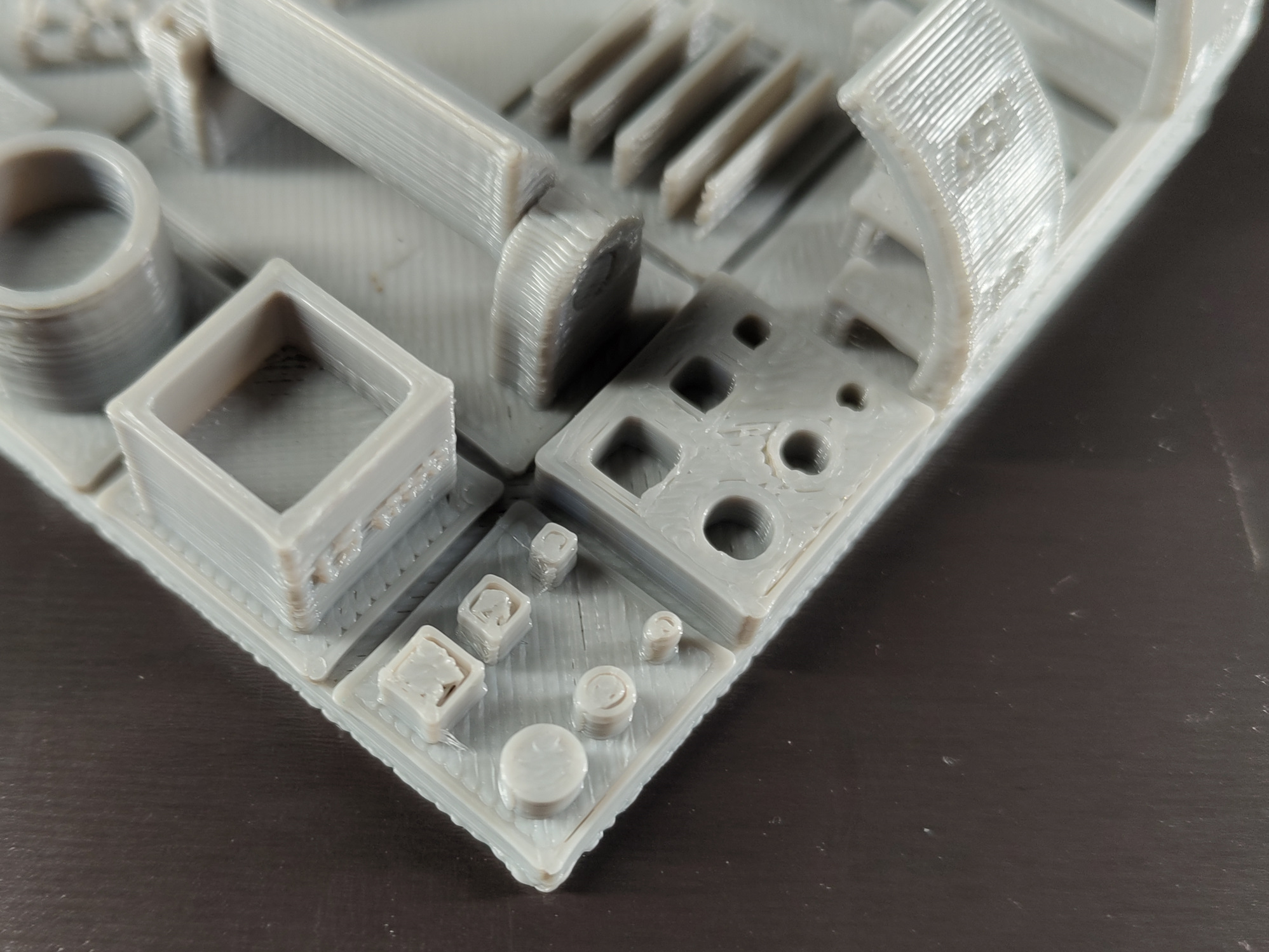
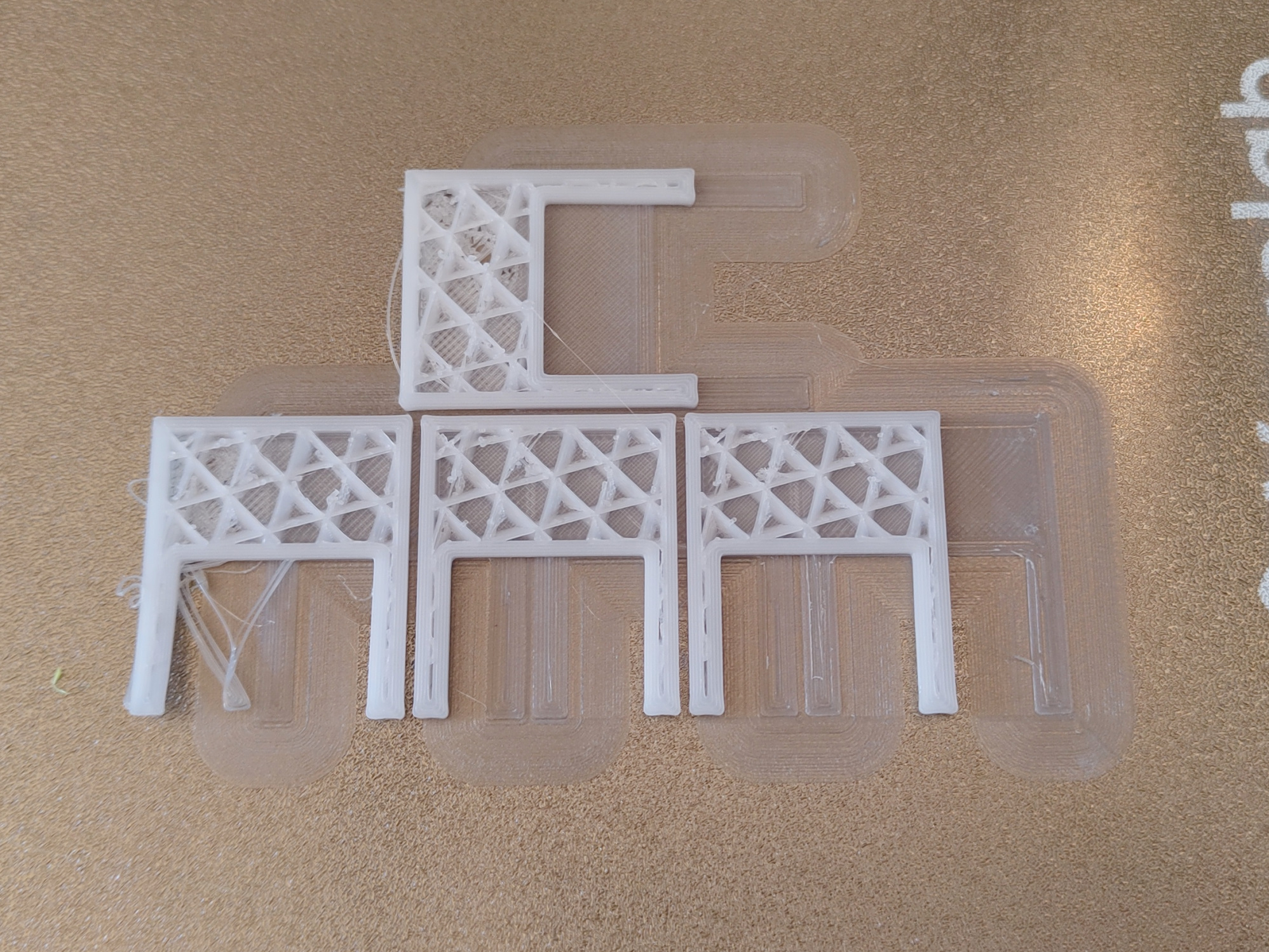
Normalerweise verwenden wir Ultimaker Cura in der neuesten Version, um unsere Testdrucke vorzubereiten. Da der Hersteller jedoch mit dem Voxelmaker einen eigenen Slicer zur Verfügung stellt, haben wir uns entschieden, diesen zu verwenden. Leider zeigt das Ergebnis eine ganze Reihe von Problemen, die hier größtenteils auf eine fehlende Optimierung der Druckeinstellungen zurückzuführen sind. An erster Stelle ist wohl das Rückzugsverhalten (Retractions) zu nennen, bevor der Druckkopf über leere Bereiche des Druckobjektes fahren muss. So stellen wir an mehreren Stellen übermäßiges Stringing und Blobs fest. Das sind Fäden und Filamentreste, die durch bessere Einstellungen fast vollständig vermieden werden könnten. Dies führt auch zu Problemen am Anfang der Linien, da die Un-Retraction-Moves ebenfalls nicht ganz stimmig sind. Auffällig ist auch, dass die Einstellungen für das Solide Infill, also die Deckschichten im Slicer, nicht passen. Dadurch lösen sich diese Bereiche teilweise von den Seitenwänden ab. Beide Probleme können von erfahrenen Anwendern durch kleine Anpassungen behoben werden. Unser graues PLA-Filament von Anycubic haben wir im Ultimaker-Cura-Slicer nahezu perfekt eingestellt. Im Voxelmaker haben wir die Standardeinstellungen für PLA verwendet. Damit hat der 3D-Drucker auch in diesem Bereich einen kleinen Nachteil gegenüber seinen Konkurrenten.
Zwischen den einzelnen Schichten ist ein gewisses Kräuseln zu sehen. Wir vermuten hier Z-Banding, welches durch eine unsaubere Führung der Z-Achse ausgelöst werden kann.
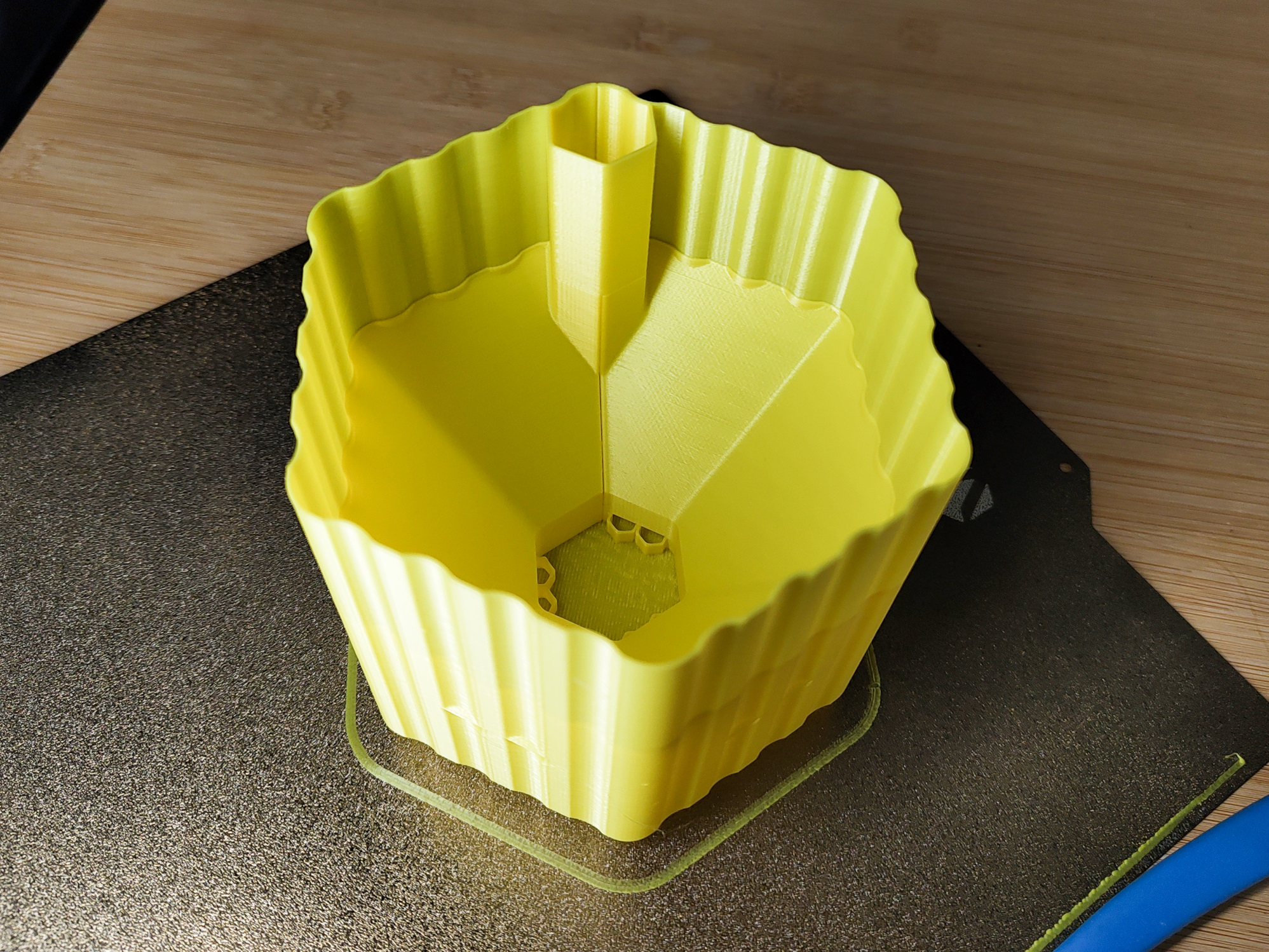
In der Praxis muss man so wohl einige Anpassungen an den Druckeinstellungen vornehmen, um eine vernünftige Druckqualität zu erreichen. Letztlich ist dies möglich, wie die folgenden Bilder zeigen. Für Neueinsteiger in den 3D-Druck würde dies wohl eine steile Lernkurve erfordern. Wer sich bereits gut mit 3D-Druckern auskennt, sollte auch mit dem Voxelab Aquila D1 schnell zurechtkommen.
Wir haben im Test beispielsweise auch in Cura eine vorgefertigte Konfiguration vom Creality Ender 3 S1 für den Aquila D1 verwendet. Da sich die Eigenschaften beider Maschinen sehr ähneln, bietet dieses Profil einen guten Anfang, um den 3D-Drucker von Voxelab vernünftig einzurichten.
Leider hat sich in der Praxis auch gezeigt, dass der 3D-Drucker recht anfällig für Layer-Shifts ist, sobald die Riemenspannung nicht perfekt eingestellt ist. Hier sollte man zumindest anfänglich darauf achten, die Antriebsriemen von X- und Y-Achse vorsichtig zu spannen und dabei immer wieder auch die Motortemperaturen zu überwachen.



Sicherheit
Wie üblich haben wir auch beim Voxelab Aquila D1 das Verhalten des 3D-Druckers bei Problemen mit den Temperatursensoren überprüft. Hier reagierte der 3D-Drucker tadellos auf Kurzschlüsse, abgeklemmte Sensoren und vom Druckkopf oder Druckbett gelöste Sensoren. In allen Fällen wurden alle Heizelemente abgeschaltet. Bei einer Fehlfunktion des Druckers bestünde sonst erhebliche Brandgefahr.
Ob alle metallischen Bauteile mit dem Schutzleiter verbunden sind, haben wir ebenfalls überprüft. Auch hier sind wir mit dem 3D-Drucker zufrieden.
Um ein Einklemmen an bewegten Bauteilen zu verhindern, hat Voxelab zumindest alle Umlenkrollen komplett gekapselt. Damit ist der 3D-Drucker in Sachen Betriebssicherheit top aufgestellt.
Emissionen
Mit den chinesischen Schrittmotortreibern von Ruimeng Technology ist der Voxelab Aquila D1 trotz 256 Microschrittinterpolation nicht so leise wie andere 3D-Drucker mit TMC-Treibern, obwohl die Lüfter hier mit rund 40 dB(A) recht leise sind. Die Schrittmotoren erzeugen hingegen im Betrieb einen recht hohen Lautstärkepegel. In einem Meter Abstand messen wir mit dem Voltcraft-SL-10-Schallpegelmessgerät 51 dB(A) während eines normalen Druckvorgangs bei 100 mm/s. Im Druckgeschwindigkeitstest stiegen die Motorengeräusche mit zunehmender Geschwindigkeit deutlich an. Über 63 dB(A) muss man hier bei hohen Druckgeschwindigkeiten aushalten.
Ein weiterer Punkt, den man bei diesem Drucker bedenken sollte, ist die offene Bauform: Da der Aquila D1 dazu in der Lage ist, auch technische Werkstoffe wie ABS, PolyCarbonat oder Nylon zu verarbeiten, sollte man sich unbedingt mit den Schadstoffen, die bei der Verarbeitung dieser Kunststoffe entstehen können, auseinandersetzen. Gerade ABS sorgt erwärmt für viele Ausdünstungen. Ein gut belüfteter Raum ist daher für den 3D-Drucker angebracht.
Energieaufnahme
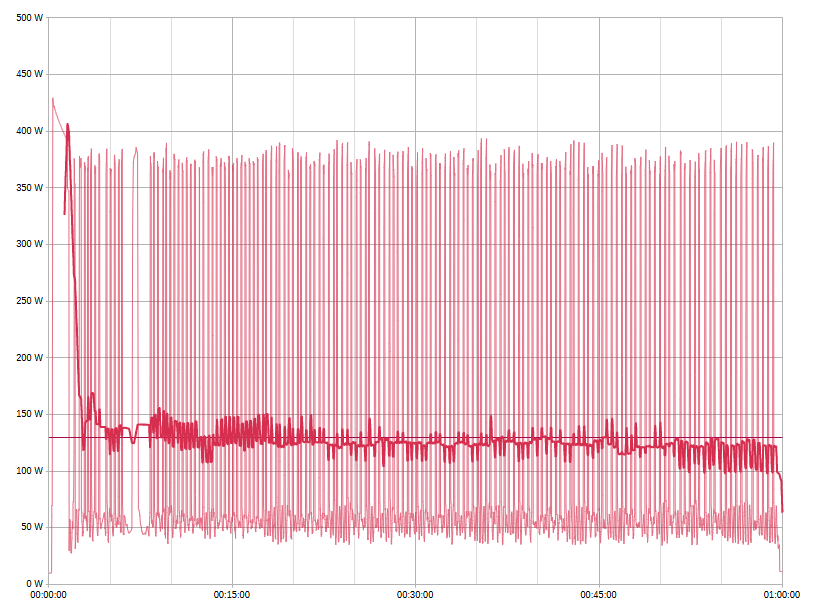
Mit einer durchschnittlichen Leistungsaufnahme von 130 Watt benötigt der Voxelab Aquila D1 deutlich weniger Energie als die zuletzt getesteten Anycubic Kobra 2 und AnkerMake M5. Die wahren Sparfüchse unter unseren Testgeräten sind jedoch noch immer der Artillery Genius Pro und der Wizmaker P1. Beide 3D-Drucker benötigten im Durchschnitt in unseren Tests weniger als 100 Watt.
Der größte Stromverbraucher bei 3D-Druckern ist häufig das Druckbett. Beim Drucker von Voxelab wird dieses scheinbar über eine Bang-Bang-Steuerung mit Strom versorgt. Beim beheizten Aquila D1 sind es immerhin etwas mehr als 300 Watt, die das Druckbett in Wärme umwandelt.
Die Bang-Bang-Steuerung belastet Bauteile wie MOSFETs und Mikrocontroller deutlich weniger, da hier seltener umgeschaltet wird, sorgt jedoch auch für höhere Lastspitzen beim Netzteil und im Stromnetz. Der durchschnittliche Energieumsatz eines 3D-Druckers wird davon laut unseren Erkenntnissen kaum beeinflusst.
Pro
+ MGN-Linearführungen
+ All-Metal-Hotend schafft 300 °C
+ PEI-Druckbett
+ Touchscreen
+ Filamentsensor
+ Automatisches Mesh-Bed-Leveling
Contra
– Kabelstrang zum Extruder ohne Zugentlastung
– Übersetzungsfehler in deutscher Touchscreen-Oberfläche
– Doppelte MGN-Führung an der Basis ohne Spiel kann für Probleme sorgen
– kaum geeignete Druckeinstellungen im VoxelMaker
Fazit
Voxelab macht beim Aquila D1 vieles richtig, patzt aber an einigen Stellen auch viel zu deutlich. Auffällig wird, dass es sich hier um einen 3D-Drucker handelt, der eher für technische Anwendungen gedacht ist und auch von Leuten bedient werden möchte, die ein entsprechendes Grundwissen besitzen. Bei der optischen Qualität der vom Aquila gedruckten Teile kann der Drucker erst nach viel Feintuning mit Geräten wie dem Anycubic Kobra 2 oder dem Artillery Genius Pro mithalten. Schade, denn prinzipiell sollte die verbaute Hardware zu mehr imstande sein. Eigentlich ist diese, mit Ausnahme der zu fest verschraubten Führungsschiene und des schlechten Kabelmanagements zum Druckkopf, tadellos. So stellt sich für uns die Frage, ob eventuell eine optimierte Firmware von Github bessere Ergebnisse erzielen würde.
MGN-Lager und -Schienen können so nicht immer der Weisheit letzter Schluss sein, zumal hier der Verdacht im Raum steht, dass Voxlab zumindest bei den Lagerschlitten nicht die beste Auswahl getroffen hat. Zu oft werden die Folgen von kleinen Vibrationen auf den Ausdrucken sichtbar.
Der Voxelab Aquila D1 ist ein 3D-Drucker der werksseitig mit einem hohen Potenzial kommt. Um dies nutzen zu können, muss man jede Menge Feintuning betreiben, das andere Hersteller von 3D-Druckern für ihre Geräte bereits erledigt haben.
Insgesamt stellt sich der Aquila D1 als wenig anfängerfreundlich dar. Wer sich gut mit 3D-Druckern, Marlin und den verschiedenen Einstellungen in Slicern auskennt, dürfte mit dem 3D-Drucker von Voxelab jedoch eine gute Wahl treffen.
Preise und Verfügbarkeit
Im Voxelab-Store auf Amazon werden 279 Euro für den Drucker aufgerufen. 299 US Dollar verlangt der Hersteller im Direktverkauf für den Aquila D1. Damit ist der 3D-Drucker zumindest etwas günstiger als der Creality Ender 3 S1, für den rund 330 Euro auf Amazon verlangt werden.
Quellen
